


R+W金属ベローズ・カップリングの
取り付けおよび、操作方法:MBK/MKシリーズ
を公開しました!!
ダウンロードはこちら↓
各警告図記号は以下のような意味を表しています
![]() 製品を取り扱う際に注意すべき事項があることを示しています。指示内容をよく読み、製品を安全にご利用ください。
製品を取り扱う際に注意すべき事項があることを示しています。指示内容をよく読み、製品を安全にご利用ください。
![]() 行ってはならない禁止事項があることを示しています。指示内容をよく読み、禁止されている事項は絶対に行わないでください。
行ってはならない禁止事項があることを示しています。指示内容をよく読み、禁止されている事項は絶対に行わないでください。
![]() 必ず行っていただきたい指示事項があることを示しています。指示内容をよく読み、必ず実施してください。
必ず行っていただきたい指示事項があることを示しています。指示内容をよく読み、必ず実施してください。
{kind=link}
安全にご利用いただくために
![]() R+Wのカップリングをご使用の際には以下の取り付け、操作、メンテナンス手順をよくお読みください。手順の順守を怠った場合には、カップリングの能力が低下したり、故障したりする可能性があります。 カップリングの取り付けは、有資格技術者が行ってください。詳しい説明は、MBK/MKシリーズのカタログを別途ご覧ください。
R+Wのカップリングをご使用の際には以下の取り付け、操作、メンテナンス手順をよくお読みください。手順の順守を怠った場合には、カップリングの能力が低下したり、故障したりする可能性があります。 カップリングの取り付けは、有資格技術者が行ってください。詳しい説明は、MBK/MKシリーズのカタログを別途ご覧ください。
![]() 回転中のカップリングは、危険を伴います。機械製造者、使用者、またはオペレータの責任の元に、十分安全に配慮したうえで作業してください。カップリングが回転中は近づいたり触れたりしないでください。カップリングの取り付けやメンテナンスを行う際は、機械が不意に起動しないようにしてください。
回転中のカップリングは、危険を伴います。機械製造者、使用者、またはオペレータの責任の元に、十分安全に配慮したうえで作業してください。カップリングが回転中は近づいたり触れたりしないでください。カップリングの取り付けやメンテナンスを行う際は、機械が不意に起動しないようにしてください。
メーカーによる本製品の位置づけ
機械指令2006/42/EG 別表IIB によると、マシン・ガイドライン(MR)では、カップリングは機械そのものではなく、機械に取り付けるための部品であると位置づけられています。カップリングを使用するには、取り付け後の最終形態がすべての条件を満たしていなければなりません。
お届け
R+W のカップリングは、お届け後すぐに取り付けることができます。 受入検査工程後からカップリングの取り付け準備が整うまでは、製品が梱包されていた箱に入れて保管してください。また、この取扱説明書は製品と一緒に保管してください。
機能一般
R+Wの金属ベローズ・カップリングは柔軟性のあるシャフトカップリングです。柔軟性が非常に高く、ねじり剛性も高いステンレス製ベローズは、ゼロ・バックラッシュでトルクを伝達します。 金属ベローズの復元力はごく小さく、偏心、偏角、軸方向移動を吸収します。様々な用途に対応できるよう、ハブの種類も豊富に取り揃えています。
標準のハブ/シャフト
![]() R+Wの金属ベローズ・カップリングはカタログにある技術データに従って使用してください。
R+Wの金属ベローズ・カップリングはカタログにある技術データに従って使用してください。
![]() カップリングを改造すると保証の対象外となりますので、ご注意ください。
カップリングを改造すると保証の対象外となりますので、ご注意ください。
取り付け準備
取り付けおよび取り外しの際には、カタログに表示されている最大許容心ずれ量の1.25倍までが許容されるベローズの変形量です。カップリングを取り扱う際にも、それ以上の負担をかけないでください。永久歪みの恐れがあります。シャフト、内径、キー、キー溝などすべての取り付け面がきれいで、バリや傷、打痕がないことを確認してください。シャフト径、カップリングの内径、キーとキー溝を測定してください。R+W製カップリングの内径は特別なご指示がない限り全てISO公差H7で加工されています。コレット軸のMK3タイプはISO公差MBK7タイプはISO公差H7で加工されています。シャフトとハブ内径とのクリアランスは0.01~0.05mmです(MBK3SPは0.01~0.025mm)。取り付け時には潤滑油を塗布することをお勧めします。取り付けが容易になります。ハブのクランプ力に影響はありません。
![]() 摺動グリースや二硫化モリブデンまたは極圧剤を含んだオイルやグリースを絶対に使用しないでください。
摺動グリースや二硫化モリブデンまたは極圧剤を含んだオイルやグリースを絶対に使用しないでください。
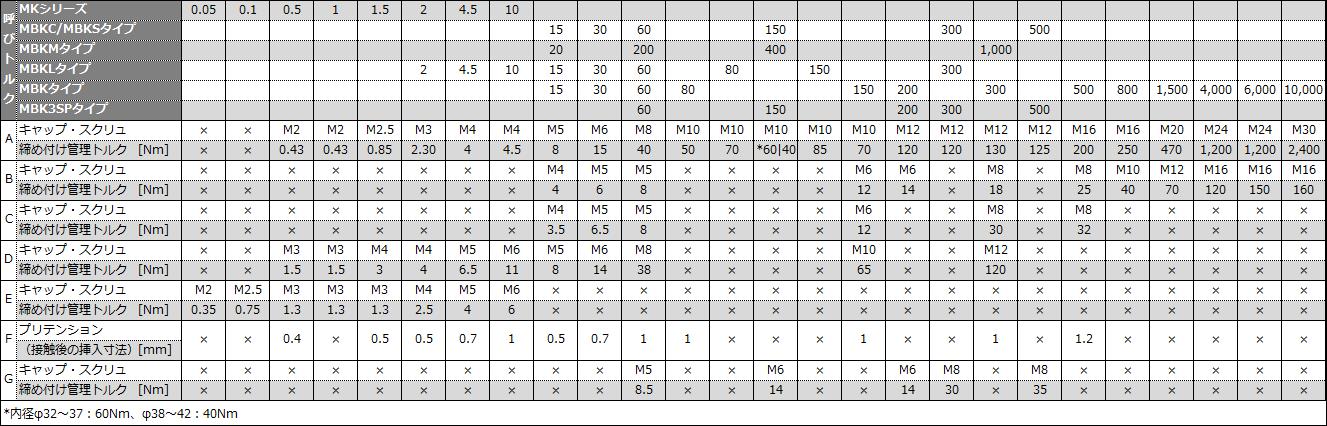
MBK/MKシリーズの締め付け管理トルクとプリテンション
表1
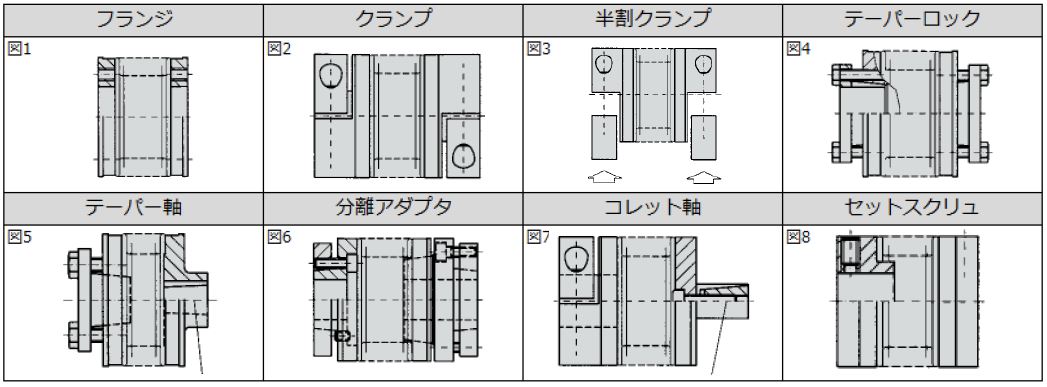
フランジ|MBKタイプの取り付け・取り外し
図9
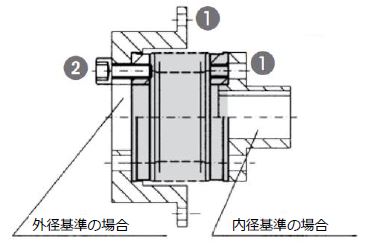
取り付け
MBK1は、カップリングハブの内径または外径のいずれかを使用して取り付けることができます。 カップリングをお客様のフランジに取り付け、キャップ・スクリュ②で固定します。 キャップ・スクリュは、お客様がお持ちのトルクレンチを使用し、表1の締め付け管理トルクまで締め付けてください。
取り外し
キャップ・スクリュを緩め、カップリングを取り外します。
クランプ|MBK2 / MBKL / MBKC / MK2 / MBKH / MKH / MBKM / MBKSタイプの取り付け・取り外し
図10
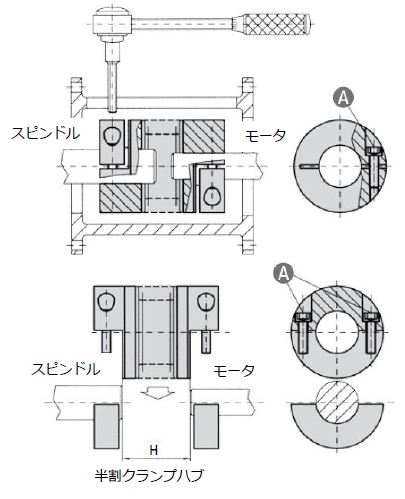
取り付け
取り付け前に、締結するシャフトの偏心、偏角がカップリングの最大許容ずれ量以内であることを確認してください。この値はカタログを参照してください。まずカップリングを適切な位置までモータ側のシャフトにスライドさせます。トルクレンチを使用し、表1の締め付け管理トルクまでキャップ・スクリュⒶを締め付けます。次に、スピンドル側のシャフトをカップリングのもう一端へ適切な位置まで挿入します。締め付ける前に、カップリングに軸方向の力がかかっていないことを確認してください。トルクレンチを使用し、表1の締め付け管理トルクまでキャップ・スクリュⒶを締め付けます。半割クランプタイプは、適切なDBSE(H、軸間距離)を守ってください。
取り外し
キャップ・スクリュを緩め、カップリングを取り外します。
テーパーロック|MBK3/MBK3SPタイプの取り付け・取り外し
図11
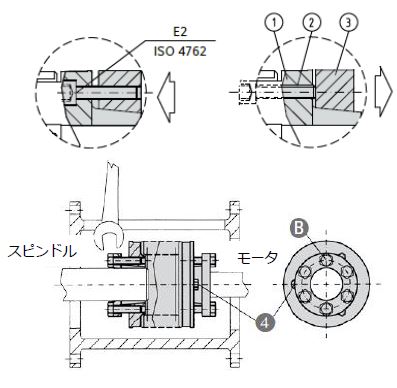
取り付け
取り付け前に、締結するシャフトの偏心、偏角がカップリングの最大許容ずれ量以内であることを確認してください。まずカップリングを適切な位置までモータ側のシャフトにスライドさせます。トルクレンチを使用し、必要な締め付けトルクに達するまで、対角線方式でキャップ・スクリュⒷを表1の締め付け管理トルクの3分の1ずつ締め付けます(円周方向ではありません)。仕上げに、締め付け管理トルクまで円周方向に締め付けてください。
![]() キャップ・スクリュⒷを締め付け管理トルク以上で締めると破損する場合があります。
キャップ・スクリュⒷを締め付け管理トルク以上で締めると破損する場合があります。
取り外し
キャップ・スクリュⒷを均等に緩めます。ジャッキ・スクリュを3本使用し、テーパーロック・ハブを外します。ジャッキ・スクリュには必ず均等に力をかけてください。ジャッキ・スクリュの頭にグリースを塗布すると摩擦抵抗が小さくなり、テーパーロック・ハブを取り外すのに必要な力が小さくなります。
MBK3SPの取り外しは、カップリングを分離させ軸方向のテーパーロック・ハブ固定用六角 ボルトを抜きます。ハブ①には、テーパーリング③を押し出すために必要なスクリュを取り付けるためのめねじ穴②が加工されています。
![]() 再度取り付ける場合は、ジャッキ・スクリュが元の位置に戻っていることを確認してください。
再度取り付ける場合は、ジャッキ・スクリュが元の位置に戻っていることを確認してください。
テーパー軸|MBK4タイプ
図12
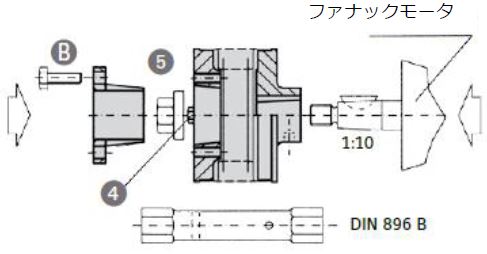
取り付け
取り付け前に、締結するシャフトの偏心、偏角がカップリングの最大許容ずれ量以内であることを確認してください。この値はカタログを参照してください。まずカップリングを適切な位置までモータ側のシャフトにスライドさせます。トルクレンチを使用し、お客様指定の締め付け管理トルクまでツバ付きナット⑤を締め付けます。次に、もう1本のシャフトをカップリングのもう一端へ適切な位置まで挿入します。トルクレンチを使用し、表1の締め付け管理トルクまで、均等にテーパーロック・ハブ用六角ボルトⒷを対角線方式で締め付けます(円周方向ではありません)。仕上げに、締め付け管理トルクまで円周方向に締め付けてください。
取り外し
MBK3のようにテーパーロック・ハブを取り外します。反対側を取り外すには、テーパー軸を軸方向に支えているツバ付きナット⑤を緩めます。適切な工具を使用しテーパー軸を取り外します。
分離アダプタテーパーロック|MBK6タイプ
図13
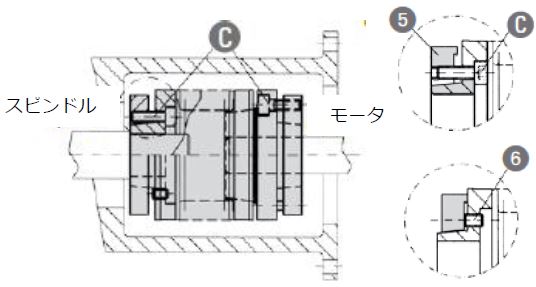
取り付け
MBK6は軸方向のキャップ・スクリュでテーパークランプ・リングを固定する構造になっています。分離したカップリングの半分をモータ側のシャフトに適切な位置までスライドさせます。トルクレンチを使用し、表1の締め付け管理トルクまで、キャップ・スクリュⒸを3分の1ずつ3回に分けて対角線方式で締め付けます(円周方向ではありません)。仕上げに、締め付け管理トルクまで円周方向に締め付けてください。
取り外し
モータに取り付けたキャップ・スクリュⒸを緩めます。カップリングの雄側と一緒にモータを取り外します。次にキャップ・スクリュを緩めます。ジャッキ・スクリュ⑥を使用し、テーパークランプ・ハブを後退させ、カップリングを取り外します。キャップ・スクリュⒸを均等に緩め(約2回転)、ジャッキ・スクリュ⑥を使用しクランプリングを取り外します。
![]() 再度取り付ける場合は、ジャッキ・スクリュが元の位置に戻っていることを確認してください。
再度取り付ける場合は、ジャッキ・スクリュが元の位置に戻っていることを確認してください。
コレット軸|MBK7/MK3/MK6タイプ
図14
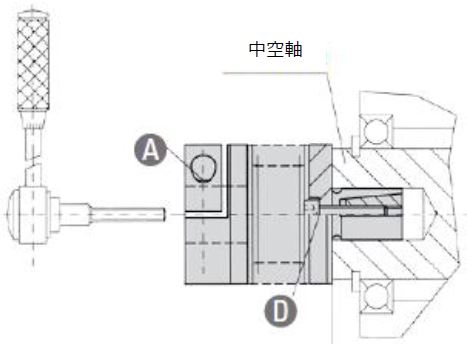
取り付け
中空軸にコレット軸を完全に挿入します。トルクレンチを使用し、キャップ・スクリュⒹを表1の締め付け管理トルクまで締め付けます。次に、コレットの反対側に、シャフト端またはエンコーダーシャフトを挿入します。シャフトが正しい位置まで挿入され、カップリングに軸方向の残留力がないことを確認してください。トルクレンチを使用し、キャップ・スクリュⒶを表1の締め付け管理トルクまで締め付けてください。
取り外し
キャップ・スクリュⒶとⒹを緩め、カップリングを取り外します。コレット軸を外すために、キャップ・スクリュⒹに軸方向の力で引っ張らなければならない場合があります。
セットスクリュ|MK1/MK4タイプ
図15
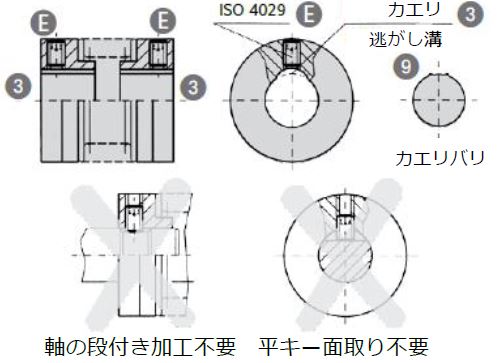
取り付け
カップリングをシャフト端の適切な位置までスライドさせます。トルクレンチを使用し、セットスクリュⒺを表1の締め付け管理トルクまで締め付けます。シャフトのもう一端を適切な位置までカップリングに挿入し、軸方向の力が残っていないことを確認してください。トルクレンチを使用し、もう片方のセットスクリュⒺを表1の締め付け管理トルクまで締め付けます。セットスクリュは、呼びトルク1以下の小さなサイズには1本、呼びトルク1.5以上のサイズには120度の位置で2本組み込まれています。
■呼びトルク1以下:セットスクリュ1本/ハブ
■呼びトルク1.5以上:120度の位置にセットスクリュ2本/ハブ
取り外し
セットスクリュⒺを緩め、カップリングを取り外します。R+Wのカップリングには、セットスクリュによって発生するカエリバリ⑨を逃がすための溝が加工されています。
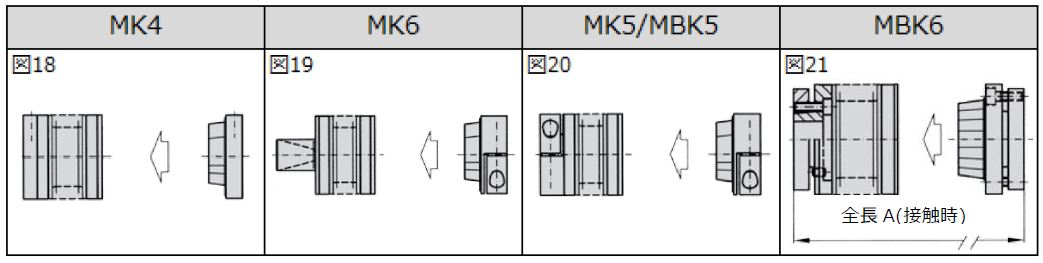
分離アダプタ|MK4/MK5/MK6/MBK5/MBK6タイプ
図16
図17
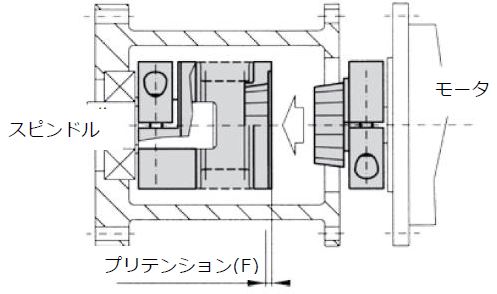
取り付け
シャフトの段付き加工や平キー面取りは不要です。取り付け前に、カップリングの全長を必ず確認してください。圧入による締結方法を採用しているので、ゼロ・バックラッシュを確保するため、雌側・雄側それぞれの部品の間にプリテンション(F)が必要となります。まず、雌側のベローズ本体をスピンドルシャフトの正しい位置に取り付けます。トルクレンチを使用し、キャップ・スクリュを、表1の締め付け管理トルクまで締め付けます。更に雄側をシャフトのもう一端に取り付けます。雌側・雄側の部品が一体となり、カップリングが適切なプリテンション(F)で押し付けられる位置にしなければなりません。表1をご覧ください。トルクレンチを使用し、キャップ・スクリュを表1の締め付け管理トルクまで締め付けます。
![]() 最大許容心ずれ量が、プリテンションによって変化することはありません。
最大許容心ずれ量が、プリテンションによって変化することはありません。
取り外し
カップリングを分離させます。キャップ・スクリュを緩め、シャフトからカップリングを取り外します。
最大許容心ずれ量
図22
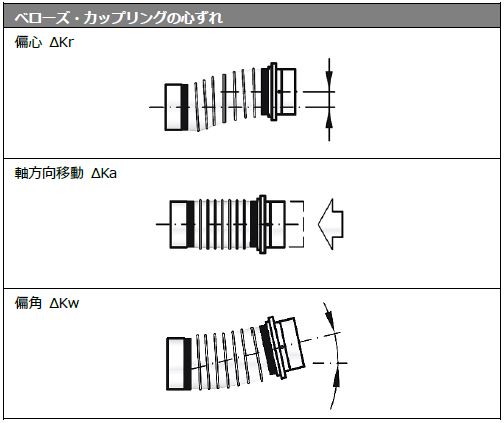
R+Wの金属ベローズ・カップリングは偏心、偏角、軸方向移動を同時に吸収します。
![]() 製品カタログの技術データに、偏心、偏角、軸方向移動それぞれの最大許容芯ずれ量が記載されています。カップリングが最大限の寿命を全うし、適切な動作を確保するには、許容範囲内での使用を順守してください。
製品カタログの技術データに、偏心、偏角、軸方向移動それぞれの最大許容芯ずれ量が記載されています。カップリングが最大限の寿命を全うし、適切な動作を確保するには、許容範囲内での使用を順守してください。
![]() R+W の金属ベローズ・カップリングは、正確な心出しをすれば、カップリングの耐用年数が大幅に延びます。特に偏心は、ベローズの耐用年数に悪影響を及ぼします。偏心を小さくしたり、取り除いたりすると、ベアリングへのラジアル方向からの許容懸架荷重は少なくなり、寿命が延び、発熱が抑えられます。高速回転での使用時は、ダイヤルゲージなどを用いてカップリングの心出しを精密に行うことをお勧めします。
R+W の金属ベローズ・カップリングは、正確な心出しをすれば、カップリングの耐用年数が大幅に延びます。特に偏心は、ベローズの耐用年数に悪影響を及ぼします。偏心を小さくしたり、取り除いたりすると、ベアリングへのラジアル方向からの許容懸架荷重は少なくなり、寿命が延び、発熱が抑えられます。高速回転での使用時は、ダイヤルゲージなどを用いてカップリングの心出しを精密に行うことをお勧めします。
中間フランジを使用した取り付け例
図23
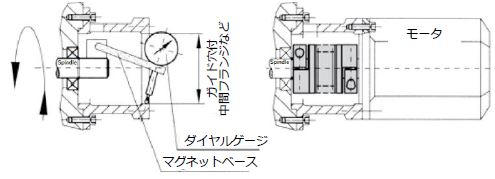
中間フランジを使用してR+W金属ベローズ・カップリングを取り付ける場合は、駆動側と被駆動側のシャフトを正確に位置合わせすることが重要です。 フランジは位置合わせ治具などを使用して精密に機械加工し、取り付け面は互いに平行であり、シャフト軸に垂直でなければなりません。
一般的な据え付け例
図24
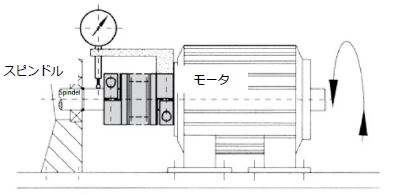
R+Wのカップリングを脚取り付け形モータとギアボックスの間に取り付ける場合は、十分に注意して取り付けを行ってください。 ギアボックスとモータシャフトが正しく位置合わせされ、装置が確実に固定されていることを確認してください。
メンテナンス
R+Wカップリングは、適切に取り付けられ、最大許容心ずれ量の範囲内で使用する場合は、メンテナンス不要です。内部の部品には、給油不要のグリースが使用されています。