オルダムカップリングの正しい取り付け方法を紹介します
マイティのMJシリーズはシンプルな3点構造にマイティ独自の技術でゼロバックラッシを実現した使い勝手の良いオルダムカップリングです。MJシリーズが持つポテンシャルを最大限引き出す、正しい取り付け方法を図解で解説いたします。
注:本文内の画像が小さい場合は画像をクリックすることで拡大されます。
目次【オルダムカップリング MJシリーズの取り付け方法】
目次をクリックすることで目的の項目までスキップします。
- 1.ハブの「軸穴形状」で決まる2つの取り付け方法
- 2.「止まり穴ハブ」の取り付け方法
- ① 駆動機・被動機の位置・ミスアライメントの調整
- ② 軸寸法の確認
- ③ ハブの仮止め
- ④ 固定(重い)軸側へのトルクディスク取り付け
- ⑤ 移動(軽い)軸側へのトルクディスク取り付け
- ⑥ 固定(重い)軸側と移動(軽い)軸側の組み付け
- ⑦ 移動(軽い)軸側の締結
- ⑧ カップリング位置の調整
- ⑨ すきまゲージの除去
- ⑩ 固定(重い)軸側の締結
- ⑪ ミスアライメントの再確認
- ⑫ トルクディスクの交換
- 3.「貫通穴ハブ」の取り付け方法
- ① 駆動機・被動機の位置・ミスアライメントの調整
- ② 軸方向の位置決め
- ③ ハブの仮取り付け
- ④ 移動(軽い)軸側へのトルクディスク取り付け
- ⑤ 移動(軽い)軸の移動
- ⑥ 固定(重い)軸側へのトルクディスク取り付け
- ⑦ 移動(軽い)軸側の締結
- ⑧ カップリング位置の調整
- ⑨ すきまゲージの除去
- ⑩ 固定(重い)軸側の締結
- ⑪ ミスアライメントの再確認
- ⑫ トルクディスクの交換
ハブの「軸穴形状」で決まる2つの取り付け方法
オルダムカップリング MJシリーズにはハブの軸穴形状に2つ「止まり穴ハブ」と「貫通穴ハブ」の違いがあります。
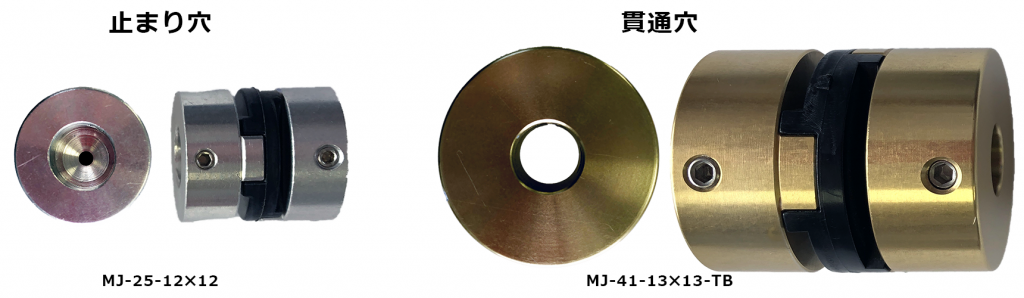
「止まり穴ハブ」の場合、トルクディスクの交換時に駆動機もしくは被動機のどちらかを動かさなければなりません。
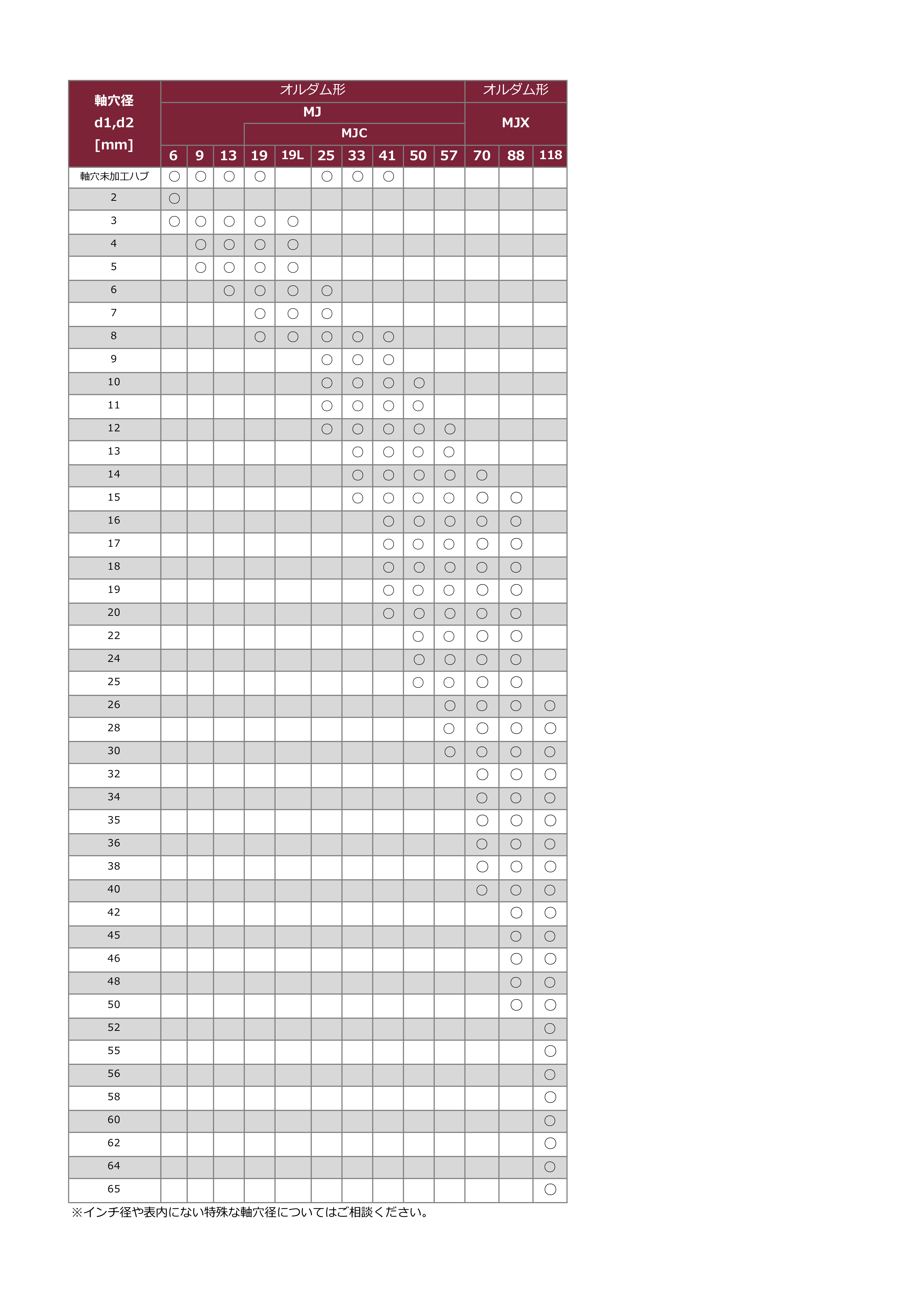
一方「貫通穴ハブ」の場合、貫通穴トルクディスクと合わせてご使用いただくことで「駆動機」「被動機」を移動させることなくカップリングの取り付けを行うことができ、省スペース化を実現することができます。ただし「貫通穴ハブ」は製品サイズによって標準在庫として取り扱いがなく、追加工対応となる場合がありますので、詳しくは下記「標準ハブ内径と「止まり穴ハブ」「貫通穴ハブ」一覧表」をご確認ください。
オルダムカップリング MJシリーズ 標準ハブ内径「止まり穴/貫通穴ハブ」一覧表
「止まり穴ハブ」の取り付け方法
① 駆動機・被動機の位置・ミスアライメントの調整
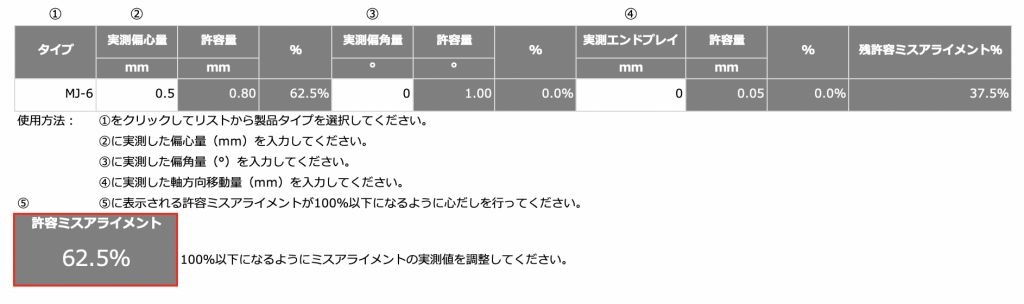
駆動機と被動機のミスアライメントを規定内に収まるように組み立て時の位置を定めておきます。

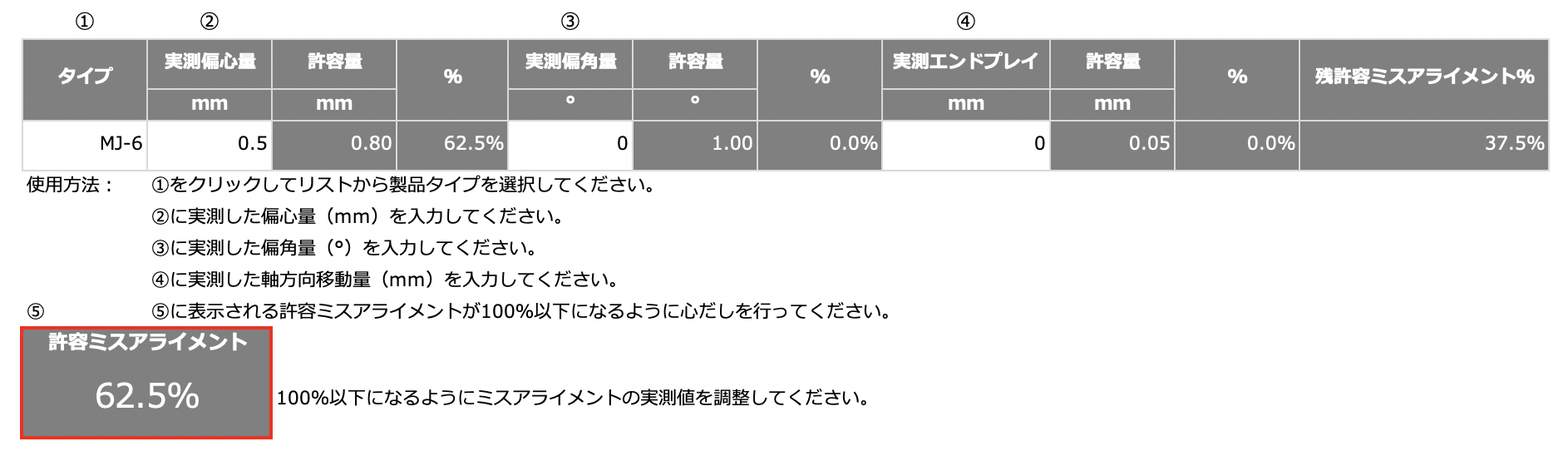
注:表に示された許容偏心・許容偏角・許容エンドプレイは、それぞれ独立した許容量です。3つのミスアライメント割合の合計が100%以下になるように心だしを行ってください。パーセンテージの計算にはこちらのExcel計算表をダウンロードしてご利用ください。
② 軸寸法の確認
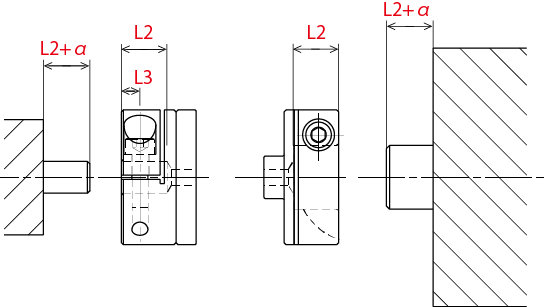
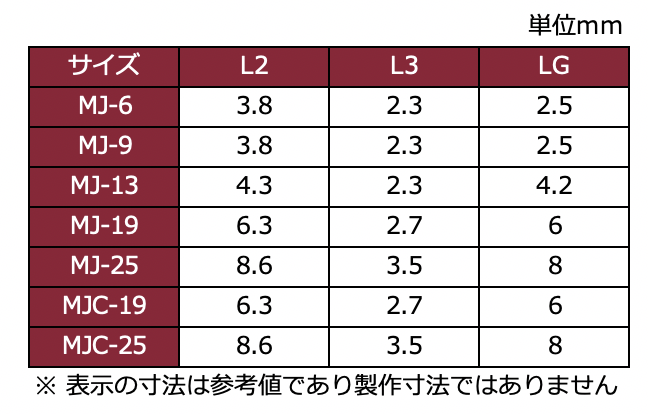
「止まり穴ハブ」では、軸方向の位置決め加工は不要です。(「貫通穴ハブ」では必要です)
軸の長さは穴深さ(L2)より少し長い状態(+α)とします。
軸挿入量は、スクリュ位置(L3)の最低2倍(L3×2)必要です。
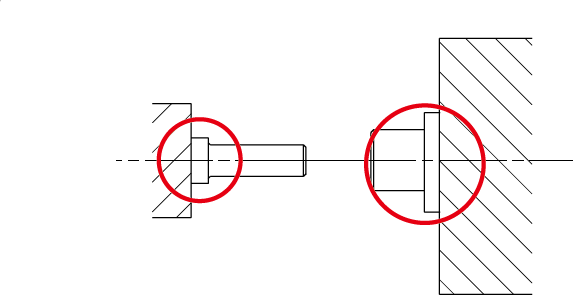
③ ハブの仮止め
それぞれの軸をカップリングの奥まで差し込み、付属のスクリュで軸に仮止めをします。
締め付けすぎないようご注意ください。
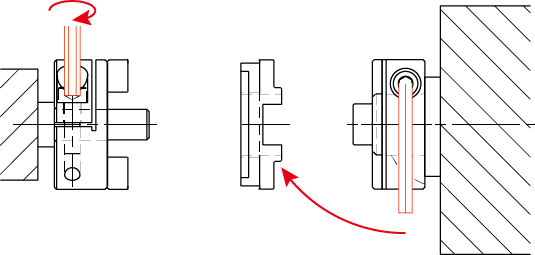
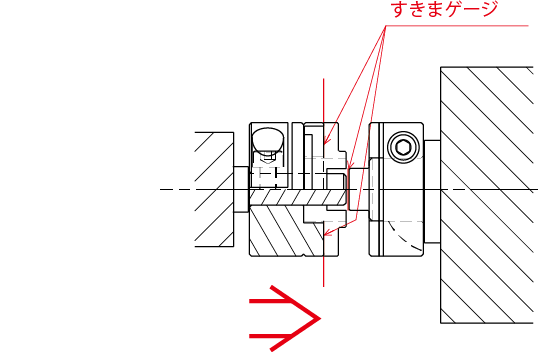
④ 固定(重い)軸側へのトルクディスク取り付け
すきまゲージを1枚、固定(重い)軸側のハブ爪先端につけて、トルクディスクの溝に挟み込むように取り付けます。

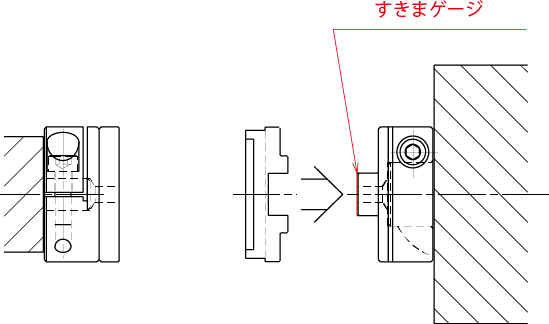
⑤ 移動(軽い)軸側へのトルクディスク取り付け
更にすきまゲージを1枚、移動(軽い)軸側のハブ爪先端につけた状態で組み付けます。

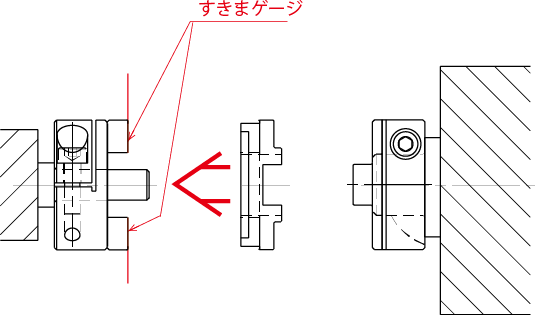
⑥ 固定(重い)軸側と移動(軽い)軸側の組み付け
すきまゲージが2枚ついた状態のまま続く作業を行います。

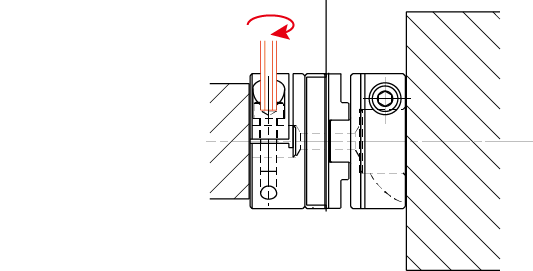
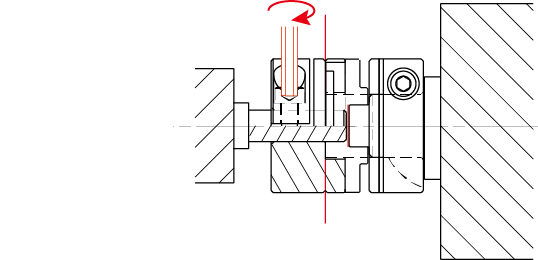
⑦ 移動(軽い)軸側の締結
移動(軽い)軸側のハブを規定トルクで締め付け固定します。

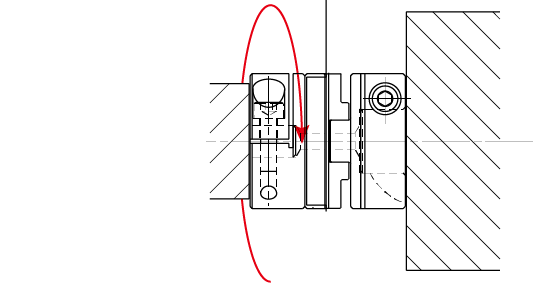
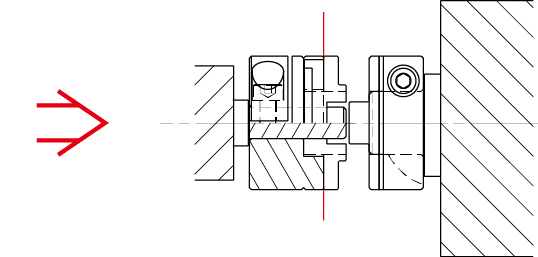
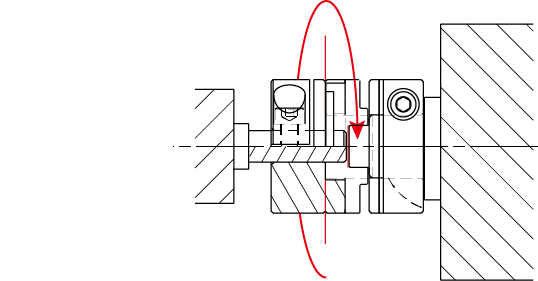
⑧ カップリング位置の調整
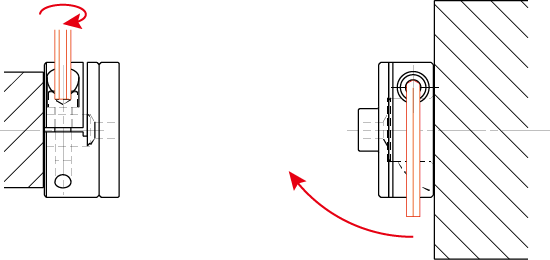
締め付けした軽い軸側のハブを手で持ち回転させる。この時トルクディスクと共にカップリング全体を連れ回りさせます。
一回転以上連れ回しさせることによって、カップリングは偏心・偏角に対して最適な位置に自然と収まります。
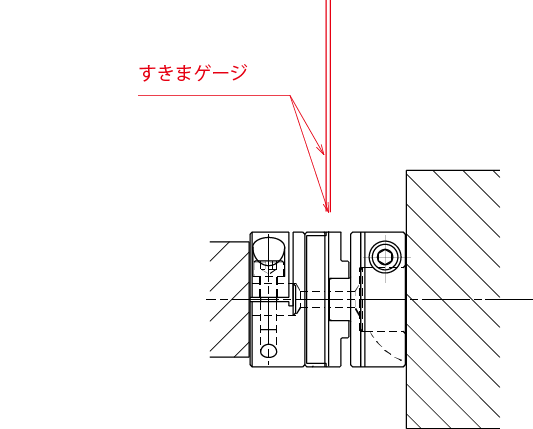
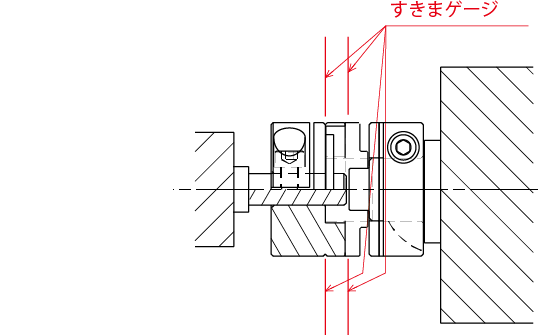
⑨ すきまゲージの除去
ハブの軸方向位置を変えないように注意しながら、2箇所すべてのすきまゲージ抜きます。
この時ゲージが抜けない場合は、仮止めした固定側のスクリュを少し緩めてから作業を行ってください。
⑩ 固定(重い)軸側の締結
固定(重い)軸側のハブを規定トルクで締め付け固定します。
⑪ ミスアライメントの再確認
偏心・偏角量を再度計測し規定以内であることを確認します。
稼働から30分程度経過後、規定の締め付けトルクでスクリュの増し締めを行ってください。
⑪-2 組付け現場で行うことができるダイヤル・ゲージやレザーによる精密心出し方法に代わる心出し器機を使わない方法
-
A) 両側のハブを固定しないでトルクディスクを付け、カップリングとして組み立てた状態で両側のハブを回転方向に回転させます。
許容心ずれ量以内であれば、両側のハブは一緒に回ります。
B) カップリングの軸方向への位置決めが終わったら、軸にハブ位置を示す印を付けます。
このとき、隙間ゲージで得られた適正な軸方向隙間を保持した状態にします。
C) 両側のハブがスムーズに回れば、偏心(平行変異)、偏角(角度変位)、アキシアル・プレー(軸方向変位)の芯ずれ三形態に対応しています。
D) 軸方向に動かさないように注意して、両側ハブをそれぞれ軸に固定します。
E) オルダム・カップリングはフレキシブル・カップリングとして最大許容量の心ずれ対応性を持っています。
しかし、トルクディスクの摩耗寿命を考えたとき、できる限り心ずれ量が小さいほうが長寿命を得られます。
⑫ トルクディスクの交換
注:MJシリーズは、ゼロバックラッシが大きな特徴です。
回転方向に遊びが発生した場合は、トルクディスクの交換時期です。
トルクディスクの交換はハブを軸から外すことなく交換することができます。
トルクディスクの交換にあたっては、駆動機もしくは被動機の一方(通常被動機)を移動させることで交換が可能です。
「貫通穴ハブ」の取り付け方法
「貫通穴ハブ」を選択することで、「止まり穴ハブ」と比較して駆動軸と被動軸の間を短くすることができ省スペース化を実現できます。
また、軸がX方向移動のみに対応している場合にも貫通穴ハブ(トルクディスクも貫通穴タイプ)にすることで、取り付けを行うことができます。
これからご紹介する取り付け方法は、貫通穴ハブと貫通穴トルクディスクにおける取り付け方法です。
① 駆動機・被動機の位置・ミスアライメントの調整
駆動機と被動機のミスアライメントを規定内に収まるように組み立て時の位置を定めておきます。
注:表に示された許容偏心・許容偏角・許容エンドプレイは、それぞれ独立した許容量です。3つのミスアライメント割合の合計が100%以下になるように心だしを行ってください。パーセンテージの計算にはこちらのExcel計算表をダウンロードしてご利用ください。
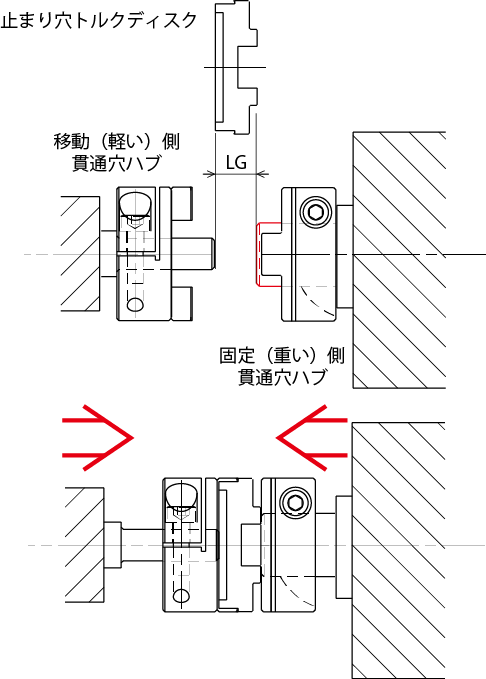
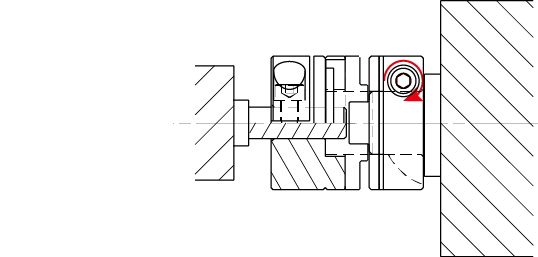
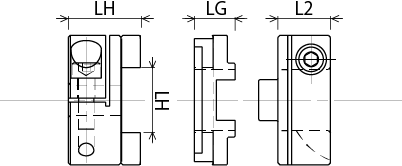
② 軸方向の位置決め
貫通穴ハブでは止まり穴ハブと異なり、軸への挿入量を任意に決定しなければならず、トルクディスクの交換を踏まえた軸長が必要です。
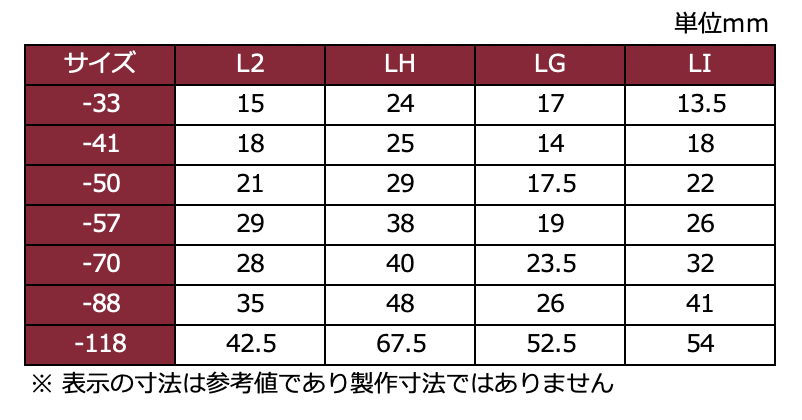
トルクディスクの交換時、機器を移動せず、ハブの軸方向スライドによって作業するには、軸の挿入可能な長さをLH+αにする必要があります。また、軸移動が縦(X)方向の場合、LH+LG+αが必要です。
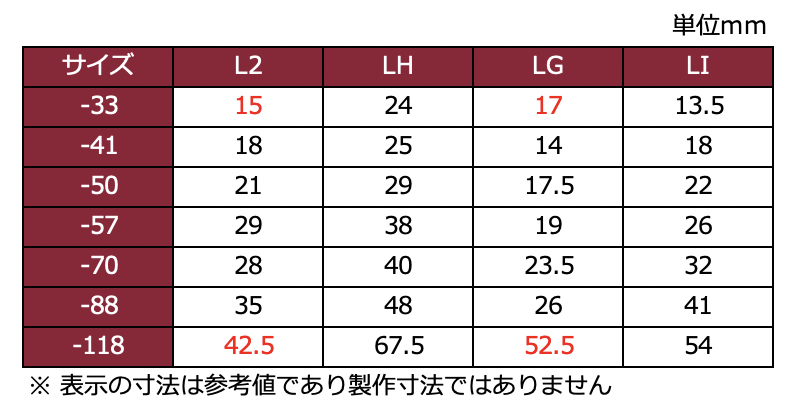
L2がLGよりも小さい-33、-118のハブを使用し軸内径がLIよりも小さい場合、軸を移動することなくハブの交換が可能です。
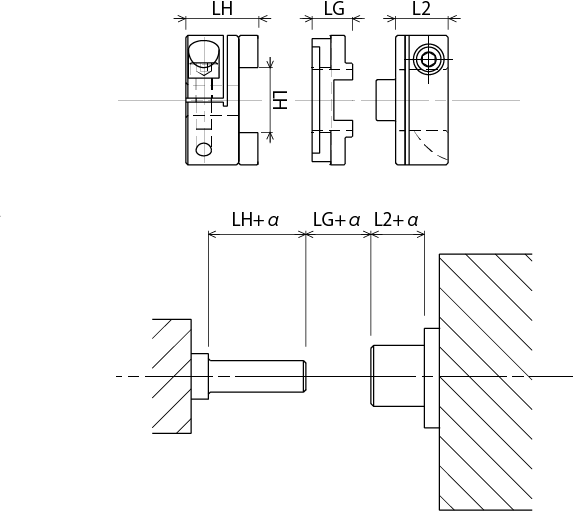
貫通穴ハブでは軸方向位置決め加工として段付軸にする場合もあります。
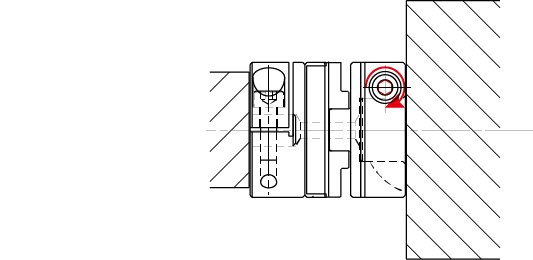
③ ハブの仮取り付け
移動(軽い)軸側へ貫通穴ハブを軸の奥まで差し込み取り付け付属のスクリュで仮止めを行います。次に固定(重い)軸側へ貫通穴ハブをこちらも軸の奥まで差し込み取り付け付属のスクリュで仮止めを行います。どちらも後ほど調整を行うのでスクリュを強く締めすぎないようご注意ください。
④ 移動(軽い)軸側へのトルクディスク取り付け
移動(軽い)軸側へトルクディスクを取り付けます。この時、ハブの爪とトルクディスクの間に軸を挟んで両側から2枚のすきまゲージを挟み込みます。
⑤ 移動(軽い)軸の移動
移動(軽い)軸側を所定の位置まで移動させ固定します。
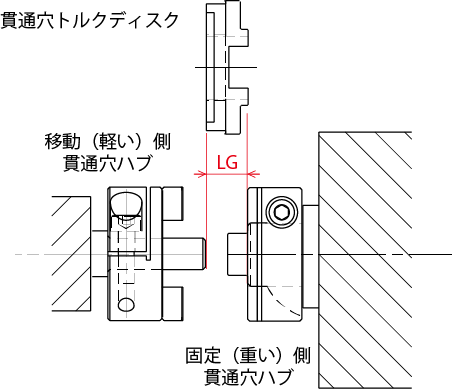
⑥ 固定(重い)軸側へのトルクディスク取り付け
固定(重い)軸側のハブの爪とトルクディスクの間に軸を挟んで両側から2枚のすきまゲージを差し込みます。その後移動(軽い)軸側のハブとトルクディスクを一緒に軸方向に移動させ、2枚のすきまゲージをトルクディスクと固定(重い)軸側のハブの爪とで挟みます。
⑦ 移動(軽い)軸側の締結
移動(軽い)軸側のハブを規定トルクで締め付け固定します。
⑧ カップリング位置の調整
締め付けした軽い軸側のハブを手で持ち回転させる。この時トルクディスクと共にカップリング全体を連れ回りさせます。
一回転以上連れ回しさせることによって、カップリングは偏心・偏角に対して最適な位置に自然と収まります。
⑨ すきまゲージの除去
ハブの軸方向位置を変えないように注意しながら、4箇所すべてのすきまゲージ抜きます。
この時ゲージが抜けない場合は、仮止めした固定側のスクリュを少し緩めてから作業を行ってください。
⑩ 固定(重い)軸側の締結
固定(重い)軸側のハブを規定トルクで締め付け固定します。
⑪ ミスアライメントの再確認
偏心・偏角量を再度計測し規定以内であることを確認します。
稼働から30分程度経過後、規定の締め付けトルクでスクリュの増し締めを行ってください。
⑫ トルクディスクの交換
回転方向に遊びが発生した場合は、トルクディスクの交換時期です。
トルクディスクの交換にあたっては、駆動機もしくは被動機の一方(通常被動機)を移動させることで交換が可能です。
ただし、駆動軸と被動軸の間がトルクディスクの厚みLG+αの長さがあれば、トルクディスクの交換をハブを軸から外すことなく交換できます。この場合、トルクディスクは貫通穴・止まり穴タイプのどちらでも取り替えが可能です。
トルクディスクが貫通穴の場合、移動(軽い)軸側のハブを軸方向にスライドさせるだけで、トルクディスクの交換が可能です。
トルクディスクが止まり穴の場合、固定(重い)軸側の軸長を長くしてハブの爪が干渉しない程度のLG長を確保することで、トルクディスクの交換が可能です。