


MSL|記事一覧
安全クラッチと摩擦クラッチの違い
高度に自動化された機械装置が想定外のトラブルによって稼働停止すると莫大な損失を被ります。機械装置の損傷やそれに伴う作業者の怪我は長期的な企業収益悪化の要因となります。マイティの取り扱う安全クラッチ/摩擦クラッチは過負荷保護装置として大切な機械装置と作業者を万一想定外のトラブルから守る安全装置として機能します。
そんなマイティの安全クラッチと摩擦クラッチ、二つの過負荷保護装置の違いをまとめました。
安全クラッチ(Safety coupling)とは、広義のカップリングの一種で、事前に設定したトルク値に対して過大トルクをリミットスイッチやセンサーで検出、トルク伝達を切り離し駆動側と機械装置を保護、過負荷が取り除かれた場合、自動または手動で連結することができる「過負荷安全装置」のことです。
【ポイント】
1:設定トルク以上の過大トルクをリミットスイッチやセンサーで検出
2:過大トルクに対して、トルク伝達を切り離すことで装置を保護
3:過負荷が取り除かれた場合自動または手動で連結
【メリット】
1:トルク設定値の自由度があり高トルクでも使用可能
2:基本メンテナンス不要
3:ゼロ・バックラッシュ
【デメリット】
1:装置が大型・複雑で扱いにくい(装置の他リミットスイッチやセンサーが必要)
2:摩擦クラッチと比較して価格が高い
3:特殊な場合を除き修理不可で再利用できない
ボールソケット式安全クラッチ


摩擦クラッチとは、広義のカップリングの一種で、事前にトルク値を設定、設定以上の過負荷に対してスリップすることでトルクを設定トルク内に維持、トルクを遮断することなく駆動側と機械装置を保護することができる「過負荷安全装置」のことです。
【ポイント】
1:設定トルク以上の過大トルクに対してスリップ
2:過大トルクに対して、トルク伝達を切り離すことなく装置を保護
3:過負荷が取り除かれた場合、自動で滑らかにトルクを維持
【メリット】
1:装置が小型・シンプルな構造で扱いやすい
2:安全クラッチと比較して価格が安い
3:摩擦板交換による再利用が可能
【デメリット】
1:トルクの設定値が限定的で高トルクでは使用できない
2:摩擦板の消耗によってメンテナンスが必要
3:バックラッシュあり
乾式多板摩擦式 摩擦クラッチ



マイティの安全クラッチ/摩擦クラッチ
マイティが取り扱う安全クラッチ/摩擦クラッチは、豊富なラインナップを取り揃え、お客様のニーズにお応えいたします。
用途に合わせてご利用ください。選定に迷った時は「お問い合わせ」から弊社までご相談ください。カップリングのスペシャリストがお客様の用途に合わせた最適な製品をご提案させていただきます。
標準規格の製品が合わない
短納期で欲しい
他社で対応を断られてしまった
このようなお悩みがありましたら、ぜひ一度弊社までご相談ください。

R+W安全クラッチの
取り付けおよび、操作方法:MSLシリーズ
を公開しました!!
ダウンロードはこちら↓

各警告図記号は以下のような意味を表しています
![]() 製品を取り扱う際に注意すべき事項があることを示しています。指示内容をよく読み、製品を安全にご利用ください。
製品を取り扱う際に注意すべき事項があることを示しています。指示内容をよく読み、製品を安全にご利用ください。
![]() 行ってはならない禁止事項があることを示しています。指示内容をよく読み、禁止されている事項は絶対に行わないでください。
行ってはならない禁止事項があることを示しています。指示内容をよく読み、禁止されている事項は絶対に行わないでください。
![]() 必ず行っていただきたい指示事項があることを示しています。指示内容をよく読み、必ず実施してください。
必ず行っていただきたい指示事項があることを示しています。指示内容をよく読み、必ず実施してください。
{kind=link}
安全にご利用いただくために
![]() R+Wの安全クラッチをご使用の際には以下の取り付け、操作、メンテナンス手順をよくお読みください。手順の順守を怠った場合には、安全クラッチの能力が低下したり、故障したりする可能性があります。 安全クラッチの取り付けは、有資格技術者が行ってください。詳しい説明は、MSLシリーズのカタログを別途ご覧ください。
R+Wの安全クラッチをご使用の際には以下の取り付け、操作、メンテナンス手順をよくお読みください。手順の順守を怠った場合には、安全クラッチの能力が低下したり、故障したりする可能性があります。 安全クラッチの取り付けは、有資格技術者が行ってください。詳しい説明は、MSLシリーズのカタログを別途ご覧ください。
![]() 回転中の安全クラッチは、危険を伴います。機械製造者、使用者、またはオペレータの責任の元に、十分安全に配慮したうえで作業してください。安全クラッチが回転中は近づいたり触れたりしないでください。安全クラッチの取り付けやメンテナンスを行う際は、機械が不意に起動しないようにしてください。
回転中の安全クラッチは、危険を伴います。機械製造者、使用者、またはオペレータの責任の元に、十分安全に配慮したうえで作業してください。安全クラッチが回転中は近づいたり触れたりしないでください。安全クラッチの取り付けやメンテナンスを行う際は、機械が不意に起動しないようにしてください。
メーカーによる本製品の位置づけ
機械指令2006/42/EG 別表IIB によると、マシン・ガイドライン(MR)では、カップリングは機械そのものではなく、機械に取り付けるための部品であると位置づけられています。カップリングを使用するには、取り付け後の最終形態がすべての条件を満たしていなければなりません。
お届け
R+W のカップリングは、お届け後すぐに取り付けることができます。 受入検査工程後からカップリングの取り付け準備が整うまでは、製品が梱包されていた箱に入れて保管してください。また、この取扱説明書は製品と一緒に保管してください。
機能一般
R+Wの安全クラッチは、ボールソケット式です。オーバートルクが発生した際、駆動側、被駆動側の機械部品を損傷から守ります。
■安全クラッチの周囲に配置されている、焼き入れされたベアリングボール④とボールソケット⑤により、ゼロ・バックラッシュでトルクが伝達されます。
■皿バネ②が移動リング③に押し当てられることで、ベアリングボール④が隣接するソケット⑤にはまっています。
■切り離しトルクは調整リング①を回転させることにより、永久的に調整可能です。
■オーバートルクが発生した場合、移動リング③はソケットを飛び出したボール④の力で押し出された皿バネ②側に移動します。これにより、安全クラッチの駆動側と被駆動側が切り離されます。
■移動リング③が軸方向に移動したことを、別途設置されたリミット・スイッチまたは近接センサー⑥で検出し、駆動側の電源を落とします。
この設計では切り離しが行われたとき、皿バネのバネ圧は、小さくなります。このときに残ったバネ圧は、安全クラッチが連結されるには不十分です。
![]() 回転数が低い状態でのみ再連結します。
回転数が低い状態でのみ再連結します。
図1
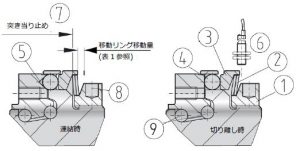
① 調整リング
② 皿バネ
③ 移動リング
④ ベアリングボール
⑤ ボールソケット
⑥ 近接センサー
⑦ 突き当り止め
⑧ フックレンチ用穴
⑨ 内蔵複列ベアリングボール
取り付け準備
シャフト、内径、キー、キー溝などすべての取り付け面がきれいで、バリや傷、打痕がないことを確認してください。シャフト径、安全クラッチの内径、キーとキー溝を測定してください。R+W製カップリングの内径は特別なご指示がない限り全てISO公差H7で加工されています。シャフトとハブ内径とのクリアランスは0.01~0.05mmです。取り付け時には、潤滑油を塗布することをお勧めします。取り付けが容易になります。ハブのクランプ力に影響はありません。
![]() 摺動グリースや二硫化モリブデンまたは極圧剤を含んだオイルやグリースを絶対に使用しないでください。
摺動グリースや二硫化モリブデンまたは極圧剤を含んだオイルやグリースを絶対に使用しないでください。
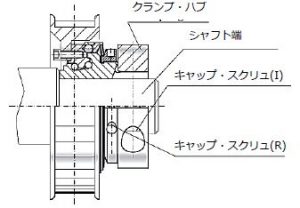
MSLシリーズの締め付け管理トルク
表1
![]() 安全クラッチが最大限の寿命を全うし、適切な動作を確保するには、許容範囲内での使用を順守してください。
安全クラッチが最大限の寿命を全うし、適切な動作を確保するには、許容範囲内での使用を順守してください。
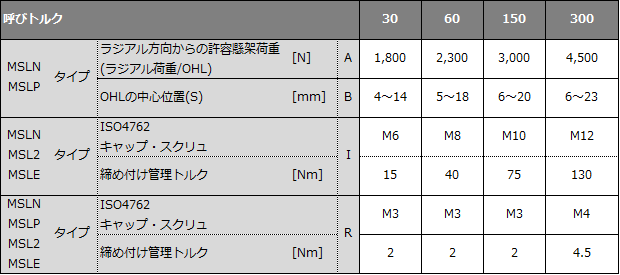
タイミングベルト・プーリやスプロケットなどの取り付け
図2 図3
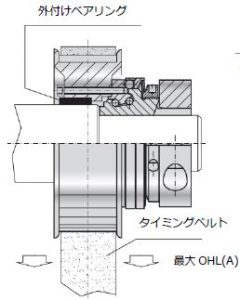
MSLN/ MSLPタイプは取り付けた部品(タイミングベルト・プーリやスプロケットなど)を支持するために複列ベアリング①を内蔵しています。
各サイズのラジアル方向からの許容懸架荷重(A)を確認してください(表1)。最大許容値を超えると安全クラッチの性能に影響を及ぼす可能性があります。
OHLの中心位置(B)が許容範囲内の場合は、荷重は2列あるベアリングの軌道輪と軌道輪の間にかかります。この場合、外付けベアリングは必要ありません。OHLの中心位置(B)が許容範囲外(オフセット取り付け)の場合は、追加の支持ベアリングを使用してください。これは径が小さい場合や、取り付けた部品の幅が広い場合にお勧めします。
用途に応じて、ボールベアリング、ニードルベアリング、平軸受などが使用可能です。
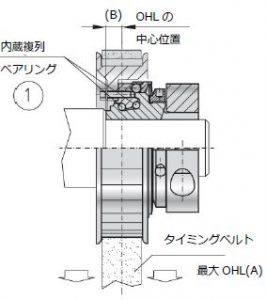
MSLNタイプの取り付け・取り外し
図4
取り付け
安全クラッチを適切な位置までシャフト上にスライドさせます。表1の締め付け管理トルクまでキャップ・スクリュ(I)を締め付けます。
取り外し
キャップ・スクリュ(I)を緩め、安全クラッチを取り外します。
MSLPタイプの取り付け・取り外し
図5
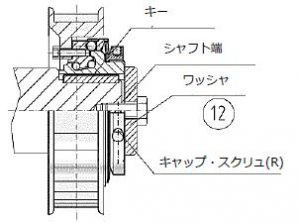
取り付け
適切な工具を使用して、安全クラッチを適切な位置までシャフト上にスライドさせます。適切な位置で、ワッシャ⑫などで軸方向に固定してください。
取り外し
ワッシャ⑫を外し、適切な工具を使用してカップリングをスライドさせ、安全クラッチを取り外します。
金属ベローズの機能
![]() R+Wの金属ベローズ・カップリングは柔軟性のあるシャフトカップリングです。
R+Wの金属ベローズ・カップリングは柔軟性のあるシャフトカップリングです。
![]() 柔軟性が非常に高く、ねじり剛性も高いステンレス製ベローズは、ゼロ・バックラッシュでトルクを伝達します。 金属ベローズの復元力はごく小さく、偏心、偏角、軸方向移動を吸収します。
柔軟性が非常に高く、ねじり剛性も高いステンレス製ベローズは、ゼロ・バックラッシュでトルクを伝達します。 金属ベローズの復元力はごく小さく、偏心、偏角、軸方向移動を吸収します。
MSL2の取り付け・取り外し
図6
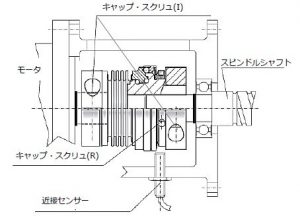
取り付け
安全クラッチの一方の端を適切な位置までスピンドルシャフト上にスライドさせます。トルクレンチを使用し、表1の締め付け管理トルクまでキャップ・スクリュ(I)を締め付けます。ベローズに軸方向の力がかからないように、安全クラッチの他方の端を適切な位置までモータシャフト上にスライドさせます。上記のようにトルクレンチを使用し、表1の締め付け管理トルクまでもう1つのキャップ・スクリュ(I)を締め付けます。
取り外し
キャップ・スクリュ(I)を緩め、安全クラッチを取り外します。
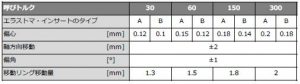
エラストマ・インサートの機能
MSLEタイプにはエラストマ・インサートが使用されています。ゼロ・バックラッシュでトルク伝達が可能で、振動や衝撃を吸収します。回転軸全体のヒステリシス特性はエラストマ・インサートによって異なります。MSLEタイプのインサートは2種類から選べます。
表2

![]() 軸方向の移動や熱膨張の吸収のため、ハブとエラストマ・インサートの間に1~2mmのクリアランス(図6)を設けてください。
軸方向の移動や熱膨張の吸収のため、ハブとエラストマ・インサートの間に1~2mmのクリアランス(図6)を設けてください。
図7
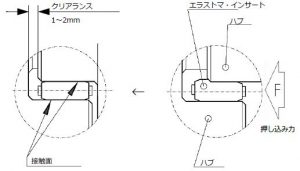
取り付け中にハブが押し付けられると、エラストマ・インサートのプリロードを小さくするためには、軸方向の力が必要です。必要とされる軸方向の力は、エラストマ・インサートの清掃と、接触面に潤滑油を塗布することで減少させることができます。
MSLEタイプの取り付け・取り外し
図8
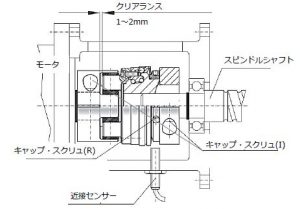
取り付け
安全クラッチを適切な位置までスピンドルシャフト上にスライドさせます。トルクレンチを使用し、表1の締め付け管理トルクまでキャップ・スクリュ(I)を締め付けます。モータシャフトを適切な位置まで挿入し、上記のようにトルクレンチを使用し、表1の締め付け管理トルクまでもう1つのキャップ・スクリュ(I)を締め付けます。
取り外し
キャップ・スクリュ(I)を緩め、安全クラッチを取り外します。
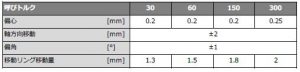
最大許容心ずれ量
![]() R+W の金属ベローズ・カップリングは、正確な心出しをすれば、カップリングの耐用年数が大幅に延びます。最大許容心ずれ量は表3、4に記載されています。偏心を小さくしたり、取り除いたりすると、ベアリングへのラジアル方向からの許容懸架荷重は少なくなり、寿命が延び、発熱が抑えられます。高速回転での使用時は、ダイヤルゲージなどを用いてカップリングの心出しを精密に行うことをお勧めします。
R+W の金属ベローズ・カップリングは、正確な心出しをすれば、カップリングの耐用年数が大幅に延びます。最大許容心ずれ量は表3、4に記載されています。偏心を小さくしたり、取り除いたりすると、ベアリングへのラジアル方向からの許容懸架荷重は少なくなり、寿命が延び、発熱が抑えられます。高速回転での使用時は、ダイヤルゲージなどを用いてカップリングの心出しを精密に行うことをお勧めします。
図9 図10
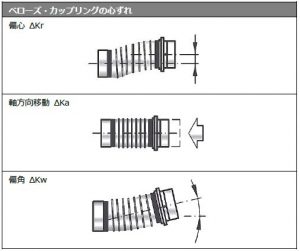
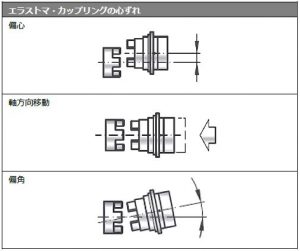
表3 表4
切り離し検出機器
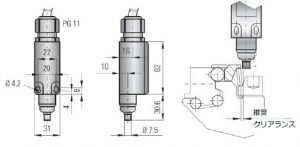
リミット・スイッチ(型番618.6740.644)
表5
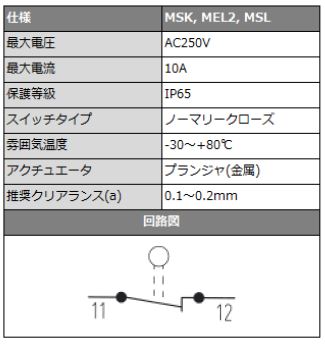
![]() 取り付け後、必ずリミットスイッチの機能の検査を行ってください。
取り付け後、必ずリミットスイッチの機能の検査を行ってください。
プランジャは安全クラッチの移動リングにできる限り近づけてください(約0.1~0.2mm)
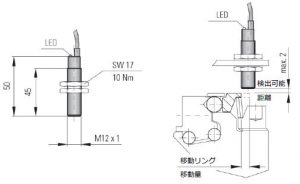
近接センサー(型番619.4711.650)
表6
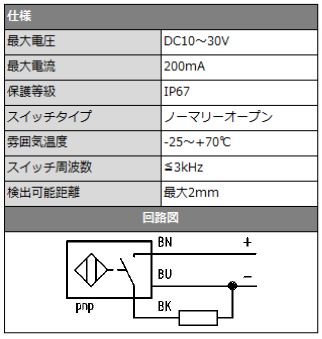
![]() 取り付け後、必ず近接センサーの機能の検査を行ってください。
取り付け後、必ず近接センサーの機能の検査を行ってください。
切り離しトルク値設定
R+W の安全クラッチは工場でお客様指定の切り離しトルクを設定し、合いマークを付けて出荷します。トルク調整範囲⑩(最小値/最大値)も調整リング①に記されています。調整リングに示された範囲⑩内であれば、お客様ご自身で切り離しトルク値を変更することができます。
図13
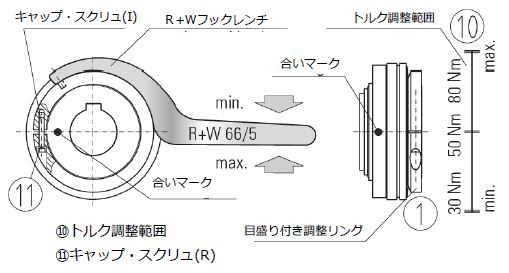
表7

安全クラッチの切り離しトルク値設定は、指定したトルク調整範囲内で行ってください。
調整リングを回転させるには、まずキャップ・スクリュ⑪(最大1/2回転)を緩め、その後適切な工具(R+Wフックレンチなど)を使用して調整します。調整した後は、キャップ・スクリュ⑪を締め付けます。
グラフ1
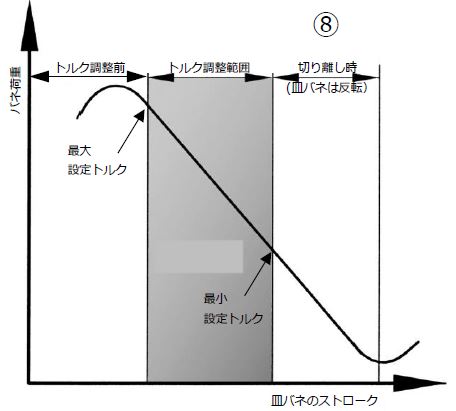
![]() R+Wの安全クラッチに使われている皿バネは、特別なバネ特性を持っています。トルク調整範囲は、皿バネが機能する特定の範囲内に設定されています。指定したトルク調整範囲の最大値/最小値を順守してください。
R+Wの安全クラッチに使われている皿バネは、特別なバネ特性を持っています。トルク調整範囲は、皿バネが機能する特定の範囲内に設定されています。指定したトルク調整範囲の最大値/最小値を順守してください。
補足
摩耗
安全クラッチが連結されている間は摩耗しません。オーバートルクはリミットスイッチまたは近接センサーによって検出し、駆動側の電源を直ちに落してください。
回転速度
安全クラッチの耐用年数は、切り離しが行われる回転速度及び、切り離しの頻度と空転時間によって異なります。
メンテナンス
安全クラッチが連結されている間は摩耗しないため、適切に取り付けられ、最大許容心ずれ及びラジアル方向からの許容懸架荷重の範囲内で使用する場合は、メンテナンス不要です。内部の部品には、給油不要のグリースが使用されています。
選定
安全クラッチは、必要な切り離しトルク値に基づいて選定されることが一般的です。この値は、機械の通常の加減/減速に必要なトルクより大きくなければなりません。安全クラッチの切り離しトルクは、駆動源、モータ、ギヤボックスの各種パラメータによって決定されます。