


新着情報|記事一覧

太陽光発電は様々な用途があります。太陽光発電システムは太陽光を直接電力に変換します。
それぞれの太陽光パネルは太陽の位置に合わせることによって最も効率よく発電することができます。
電動駆動の一軸、または二軸のソーラートラッキングシステムは効率のよい向きに調整します。
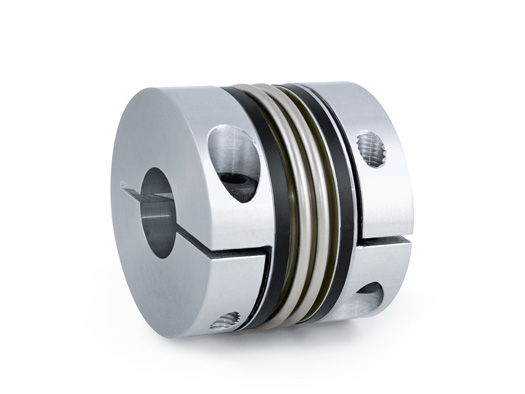
ギアモータとコントロールロッドの間には耐衝撃性MELシリーズのエラストマ・カップリングが使用されています。
エラストマ・インサートは組立部に関するシャフトのミスアライメントを吸収するだけでなく、滑らかで正確な方向調整を行うための制振効果も発揮します。
従来のソーラートラッキングシステムは1時間に数回、太陽光パネルを一定の指定角度に調整していました。
最新のソーラートラッキングシステムでは太陽の位置に合わせて動作します。センサーがドライブを測定して制御します。
これらのドライブアプリケーションでは、ゼロ・バックラッシュのエラストマ・カップリングMELシリーズが使用されています。


弊社のカップリングは世界最大の銅鉱山で使用されています。
毎日、長さ4,300メートル、幅3,000メートル、深さ850メートルの荒れ果てた自然環境で毎日試練を受けます。
巨大で重いバケットホイール掘削機を使用して毎日数千トンの銅鉱石が抽出されます。
非常に高コストの掘削機におけるダウンタイムを回避できるように、駆動側と被駆動側の力を制限するために機械式安全クラッチであるMSTシリーズが使用されています。
ご不明な点は弊社までお問い合わせください。また、お問い合わせシートもご活用ください。
MSTシリーズの詳細はコチラ。



鉄道車両では、自動ドアの開閉やブレーキ動作など様々な箇所で空圧装置が使用されています。
鉄道車両の圧縮機における要件は高く、信頼性が最も優先されます。
これは、弊社が長年培った経験と品質が鉄道メーカーに信頼されている点と言えるでしょう。
電気モータと圧縮機の接続には、一体型フライホイールと高ねじり剛性金属ベローズ・カップリングが使用されています。
フライホイールは運動エネルギーを蓄積しつつ、システムを安定させます。
ご不明な点は弊社までお問い合わせください。また、お問い合わせシートもご活用ください。
R+Wエラストマ・カップリングの
取り付けおよび、操作方法:MELシリーズ
を公開しました!!
ダウンロードはこちら↓

砕石や砂利を加工する設備がなく、大規模な建設現場をスケジュールどおりに行う事はできません。
ジョークラッシャーは岩石を砕石または砂利に粉砕するプラントです。作業工程によって粉砕比の値が変わります。
大規模工場の粉砕は1時間あたり数千トンです。機械のダウンタイムにおいては、プラントや長期間に及ぶ建設現場では致命的で余分なコストがかかります。
大手メーカーは弊社の頑丈でメンテナンス不要のMSTシリーズの安全クラッチを使用し、間接的に主要ドライブを保護します。
通常は直径1メートルを超えるⅤベルトプーリが安全クラッチに取り付けられています。
それらのプーリは、ベルトを通じてクラッシャーシャフトに直接動力を伝達します。
機械に過負荷が発生した場合には、ミリセック単位で動力を遮断してクラッシャーを保護し、ダウンタイムとコストを大幅に軽減することが可能です。
ご不明な点は弊社までお問い合わせください。また、お問い合わせシートもご活用ください。
MSTシリーズの詳細はコチラ。


道路や鉄道ネットワークは、あらゆる国の効率的な基盤となっているでしょう。
したがって重機械建設産業のトンネル用掘削機分野では今後数年間に多くの契約を締結することになるはずです。
弊社のMSTシリーズの安全クラッチは、最新世代のトンネル用掘削機に取り付けられています。
駆動側で安全クラッチとエンジンとの間に接続されているのがDIN 5480標準ギア付きモーターシャフトです。
出力端にはカッターヘッドをトンネル用掘削機の歯付きベアリングの上に駆動するフランジ取付けギアがあります。
合計12台のドライブユニットがマシンに取り付けられています。MSTシリーズを使用することにより、
非常に高い一定のトルク伝達が保証されます。
故障のリスクが最小限に抑えられ、費用のかかる設備停止を避けることができます。
過負荷が発生した場合ボールは円盤から軸方向に移動して正しく切り離され、それぞれのカッターヘッドの損傷を防ぎます。
こうして複数の箇所が作動しなくなった場合でもトンネル用掘削機は費用のかかる設備停止なしで継続して作動します。
ご不明な点は弊社までお問い合わせください。また、お問い合わせシートもご活用ください。
MSTシリーズの詳細はコチラ

激しい温度変化、激しい汚れ、激しい振動、連続運転という環境が24時間365日続く中、それがトンネリング技術の一般的な条件です。
鉱山材料はコンベアベルトに移され、加工を行うために数キロメートル搬送されます。
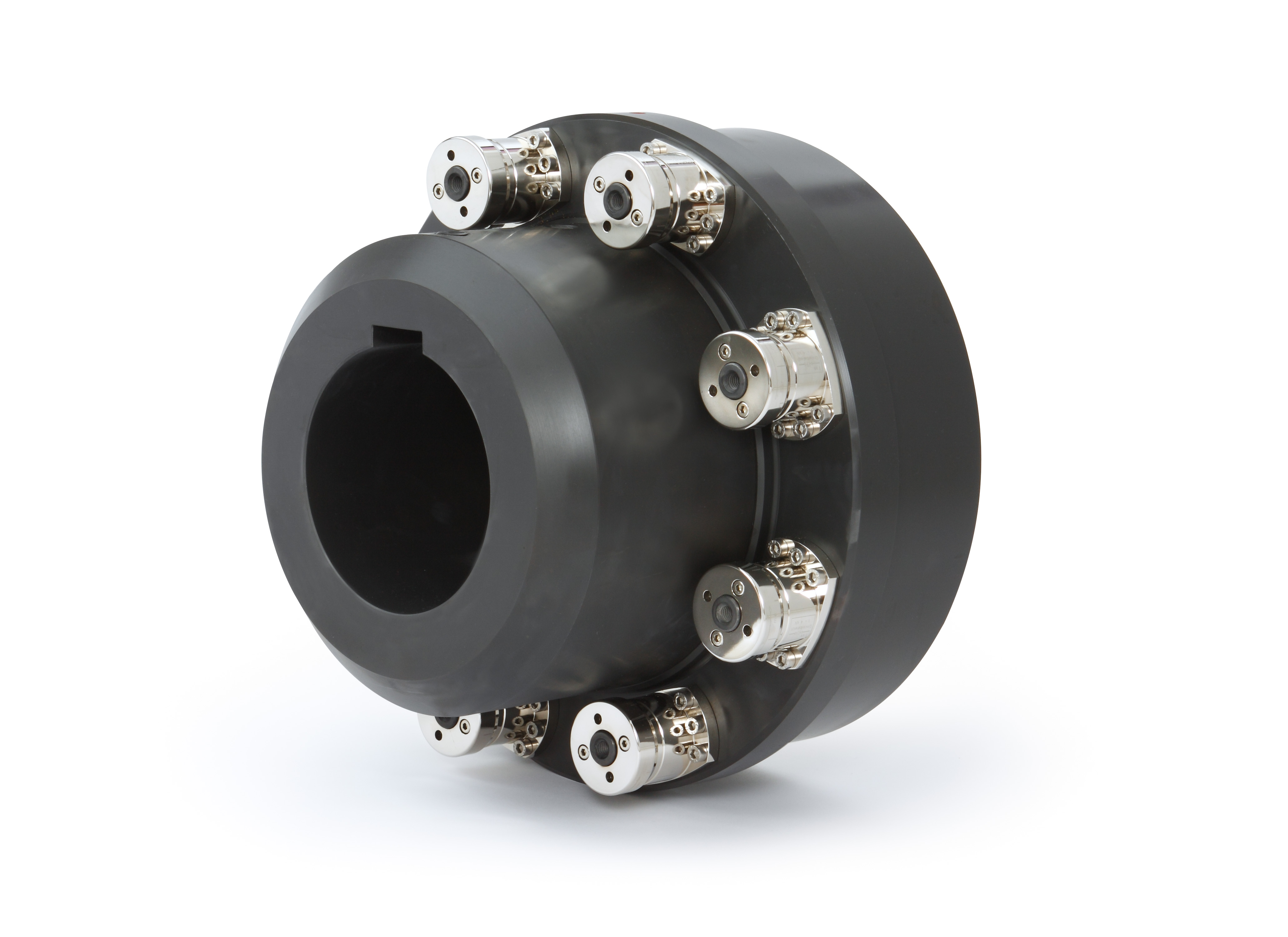
高トルクをコンベアベルトの駆動と被駆動装置へ伝達するために、
弊社のMBⅩシリーズの大型高剛性金属ベローズ・カップリングが使用されています。
適用範囲に合わせて金属ベローズ・カップリングは、正確に設計・設置することができます。
変更可能な中間管が使用されるので、頑丈なカップリングは小さな力で大きなミスアライメントを吸収することができます。
オープンピットや地下鉱業の用途では、オプションでATEX対応も可能です。

日刊工業新聞発行「機械設計2月号」に掲載されました。

新年のご挨拶を申し上げます。
本年も変わらぬご交誼のほどお願い申し上げます。
<飛行-激しい温度変化に対応>
民間航空機は起動時に30度、巡航高度で-60度までの温度変動にさらされます。
また、温度と湿度が最も大きな影響を及ぼしていると考えられています。
これにより航空機の材料、連結部品の使用においては特別な条件が求められます。
マイティは、これらの激しい温度変化に対応するための製品を溶接した
高剛性のオールステンレス・ベローズ・カップリングMBKSタイプという形で提供します。
本製品の品質に対しては、製造元であるR+Wが溶接接合の証明書から製品のトレーサビリティ、受入検査の証明書までを管理しております。


航空宇宙産業では、品質を下げることなく軽量化することが求められます。これには専門技術、信頼性、革新が必要となります。
R+Wは主要メーカーの開発パートナーであり、また供給元です。
お客様が求める製品は、モジュール設計の原理と専門的な技術の裏付けに基づく製品です。
最新のコンパクトな安全クラッチMSLシリーズは、標準安全クラッチMSKシリーズに比べて最大70%も軽量化されました。
ファーストクラスにある電動インフォテイメントシステムのスクリーンでは
モーター作動時にダメージから守るための安全クラッチが使用されています。
ご不明な点は弊社までお問い合わせください。また、お問い合わせシートもご活用ください。

本年残すところあと僅かとなりました。
皆様には格別のご愛顧を賜り厚く御礼申し上げます。
来る年も変わらぬ御愛顧のほど、宜しくお願い申し上げます。

航空宇宙産業では最も革新的で性能が最適化された技術を見つけることができ、今日ではこの分野における高性能技術を必要とする節目に到達しようとしています。
525人以上の乗客座席や、15,200 kmを超える運航範囲は、最新世代の民間のワイドボディ航空機の印象的な成果と言えるでしょう。
R+Wのカップリングシステムは航空機の技術革新に幅広く貢献しています。当社のカップリングソリューションは多くの要件を満たさなければなりませんが、
最も重要な2つは絶対的な信頼性と無限の耐用年数です。
この業界における特定要件として、R+Wはリフトサポートを制御するための唯一のラインシャフトMBLシリーズを開発しています。
これらの軽量シャフトは組立体の重量を軽減するだけでなく優れた能力を発揮します。
この設計は合成材料で作られた中間管と要望に合わせた軽量のフランジで実現しました。
弊社ではお客様に合ったカップリングがきっとみつかるでしょう。
ご不明な点は弊社までお問い合わせください。
また、お問い合わせシートもご活用ください。



安全性は宇宙旅行のために最も重要です。
航空機におけるパーツの故障は、壊滅的な結果をもたらす可能性があります。したがって、使用されるすべての部品が正常に機能している必要があります。これは、特に安全部品(装置)に対してです。開発段階は常に時間に余裕がなく、簡単な作業ではありません。
ISS国際宇宙ステーションの技術者達は、これらの要件を踏まえてR+W製品を採用しました。特殊な材質で構成された長寿命の安全クラッチは、過負荷を確実に切り離すことが可能です。この特殊環境の条件を完璧に満たすことができました。
これらのコンパクトなカップリングは装置を損傷から守るために宇宙で使用されています。

{kind=link}
ご不明な点は弊社までお問い合わせください。
また、お問い合わせシートもご活用ください。
弊社では誠に勝手ながら、下記の期間を休業とさせていただきます。
何卒、ご了承のほど、よろしくお願い申し上げます。
記
期間 平成30年12月29日(土)~平成31年1月6日(日)
※平成30年12月28(金)の出荷業務は、午前中までとさせていただきます。
※平成31年1月7日(月)より平常業務となります。
本年中のご愛顧に心より御礼申し上げますと共に、
2019年も変わらぬお引き立てのほど宜しくお願い申し上げます。

油圧制御や制御技術は、機械製造に関連する幅広い分野で使用できます。
今日の油圧高速せん断機は柔軟性と速さを兼ね備えています。高い動力を持つサーボポンプは、
油圧調整回路の流量を制御し、最大300kNmを必要とするせん断力を維持します。
せん断加工工程によって発生した振動がサーボポンプに直接伝達されないように
振動減衰効果の高いエラストマ・カップリングが使用されています。
R+W製のゼロ・バックラッシュで摩耗のないエラストマ・カップリングを使用することにより、機械製造業者は、
せん断加工を正しく行うことが可能となります。

ご不明な点は弊社までお問い合わせください。
また、お問い合わせシートもご活用ください。
・精密分野エラストマ・カップリング (トルク 1~2,150Nm)
・重工業分野エラストマ・カップリング (トルク1,950~25,000Nm)

人気の高いオルダム・カップリングで、ご要望が多かったMJ/MJC-19タイプの貫通ハブを標準化しました。
とくにMJC(クランプ)の最小サイズであるMJC-19において
皆様より「もう少し軸間を短く取り付けたい」というお声を多くいただいておりました。
そんなご期待に応えるため、新たに開発した製品です。
MJ(セットスクリュ)/MJC(クランプ)の両方を標準在庫化しましたので
お待たせすることなく安定した納期でお届け可能です。
詳しい仕様につきましては下記よりご確認ください。
