新着情報|記事一覧
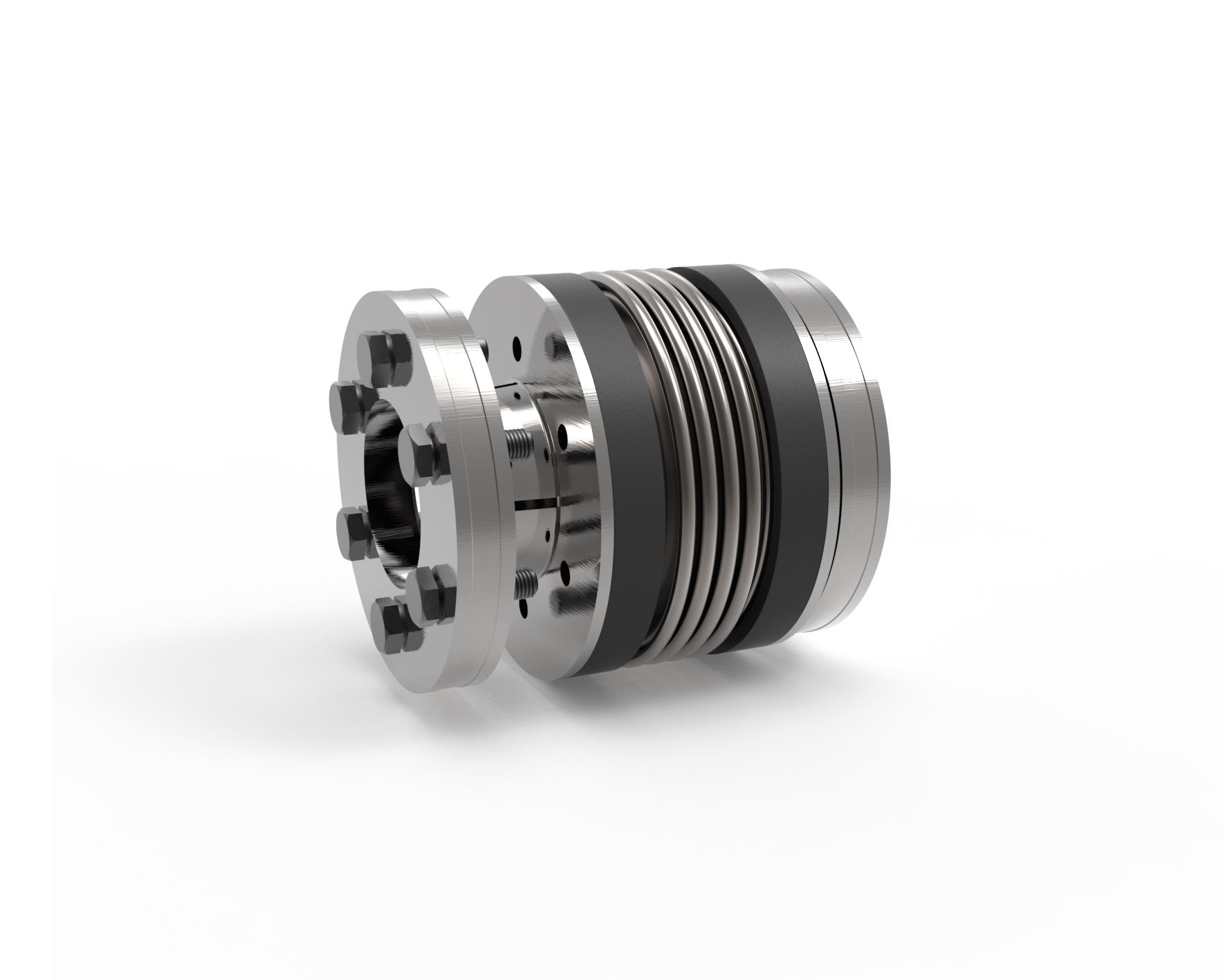
R+Wディスクパック・カップリングMLPシリーズの低トルクモデル
MLPCタイプとMLP3タイプを新たなラインナップとして追加しました。
エコノミーでありながら
ねじり剛性が高く、汎用性のあるゼロ・バックラッシュのディスクパック・カップリングです。


お問い合わせはマイティ営業部まで
電話: (052)733-6614
FAX: (052)731-8292
日刊工業新聞社新製品情報9月号の表紙はマイティです。
マイティでは精密分野製品で培った技術を活かし重工業向け製品の販売をしております。
お客様のきめ細かなニーズにお応えできるカスタマイズが魅力のマイティぜひ一度お問い合わせください。
お問い合わせはこちら
http://www.shinseihinjoho.jp/usr/detail_products.php?code=1190900101
http://www.shinseihinjoho.jp/usr/detail_products.php?code=1190900601


暑中お見舞い申し上げます。
平素は格別のお引き立てにあずかり厚く御礼申し上げます。
暑さ厳しき折柄、ご自愛ください。
今後ともなお一層ご愛顧のほどお願い申し上げます。

株式会社マイティ
〒464-0850
愛知県名古屋市千種区今池1丁目29番13号
TEL:(052)733-6614 FAX:(052)731-8292




弊社では誠に勝手ながら、下記の期間を休業とさせていただきます。
何卒、ご了承のほど、よろしくお願い申し上げます。
記
期間 令和元年8月10日(土)~18日(日)
8月19日(月)より通常通りの営業となります。

今後の鉄道システムにおいて、信頼性の高い接続が前提条件となるでしょう。すべての鉄道車両には独自の駆動技術があります。
したがって全ての駆動タイプには、その要件に合う合理的で且つ高性能なカップリングが必要とされます。
弊社は高速鉄道輸送業界向けのカップリングをご提供することで、従来の機械工学システムをハイエンド技術に変える専門家となりました。
例えば、コンパクトな振動減衰エラストマ・カップリングは、日本の青森・東京間を結ぶ新幹線の速さ、安全性、信頼性、快適性を保証します。
カップリングはまた、不快な振動を無くすことも可能にしました。
弊社ではお客様の要件に合ったカップリングがきっと見つかるでしょう。


精密機器から重工業機材まで
クラッチ&シャフト・カップリング
株式会社マイティ
〒464-0850
愛知県名古屋市千種区今池1丁目29番13号
TEL:(052)733-6614 FAX:(052)731-8292
MJX オルダム 偏心吸収大 117~400Nm
MEL エラストマ 振動減衰 1,950~25,000Nm
MBZ ギア型 高トルク 1,900~2,080,000Nm
MLP ディスクパック 高剛性 350~24,000Nm
MBX ベローズ 高剛性 10,000~100,000Nm
MST 安全クラッチ 機械式 200~250,000Nm
HP:https://mighty-corp.co.jp/ Email:product@mighty-corp.co.jp

ドイチェ・バーン(ドイツ鉄道)は、毎日何千人もの乗客と貨物を輸送しています。
鉄道貨物車は、トラックやその他の道路輸送手段と比較して、特に大型貨物を輸送する利便性を高めます。
また自動車を輸送する際に、何台もの道路貨物車を使用することなく一度に運搬できます。
しかし鉄道貨物車には、調整可能な積載スペースと高さが必要となります。
そこで鉄道労働者が車のナットランナーを使用して積載高さを調整するための昇降装置が必要となります。
これは桁を動かす歯車ラックで調整を可能にします。歯車ラックを過負荷や振動から保護するために、振動減衰を備えた弊社のコンパクトな安全クラッチが使用されています。
ご不明な点は弊社までお問い合わせください。また、お問い合わせシートもご活用ください。


多くの国内外の製鉄会社は、弊社の安全クラッチを使用しています。
最も重要な要件は、過負荷の際でも摩耗しないよう、製品の寿命を永くすることが求められています。
工業用鉄鋼を生産する上で、鉄鉱石を鉄鋼へ加工することは最も繊細でリスクが高い製造工程の1つです。
この工程はコンバータを使用して加工します。
この生産段階では、コストがかかるダウンタイムを避けることが不可欠となります。
弊社の頑丈な機械式安全クラッチは衝撃の際、ラドルカー(取鍋)のドライブを保護し、停止時間、破損のリスクを最小限に抑えながら正確に動力を伝達します。
ご不明な点は弊社までお問い合わせください。また、お問い合わせシートもご活用ください。


鋼板を製造する圧延機における要件はいくつかあります。製造工程中に絶えず計測と品質管理が行われます。
(パイプの直径が最大1,800㎜までになることもあります)この場合の駆動能力は重工業分野の巨大なトルク範囲が必要となります。
弊社の安全クラッチは、自動再連結のため圧延機内で駆動する移送ユニットとローラー部分との間で使用されます。
従来の製品と比較して、頑丈な安全クラッチは、耐久性がありメンテナンス不要です。
自動再連結機能により、復帰の際に操作は不要です。
加えて安全クラッチは、圧延機内に過負荷がかかった場合のダウンタイムを最小限にすることができます。
よって圧延機自体のメンテナンス費用も抑えることができます。
弊社の安全クラッチは自動再連結機能もあり、圧延機内で搬送装置と被動側のローラー部分との間で使用されています。
ご不明な点は弊社までお問い合わせください。また、お問い合わせシートもご活用ください。

<リニアドライブ-160,000 Nmのメンテナンス不要、オールステンレス>

上記写真の駆動ローラーは冷/熱間圧延鋼板、ロール成形における生産工程で使用されます。
個別の駆動ローラーにより次の生産工程へ搬送されます。うまく作動しない駆動ローラーが一つでもあると、他の駆動ローラーに大きな負荷がかかります。
このような状態はローラーの表面コーティング、機械の耐用年数に大きな影響を及ぼします。
したがって駆動ローラー装置の連結不良を防止することが不可欠と言えるでしょう。
搬送される材料は時に180度以上の温度を放出するため、スパイダー形カップリングでは長寿命で耐久性のある製品とは言えません。
ギヤ・カップリングでさえ、定期的なメンテナンスと部品交換が必要となります。
しかし金属製ベローズ・カップリングは、正に適切と言えるでしょう。頑丈な設計に加えて、作動中に生じるミスアライメントや熱膨張を補います。
耐衝撃性を備えており、さらにカップリングには追加で安全クラッチシステムを組み込むことも可能です。

2019年3月26日 日刊工業新聞 16面「あすを創る」


2019年3月26日 日刊工業新聞 16面「あすを創る」
(株)マイティ カップリング・クラッチ 〜重工業向けで大型に照準 製鉄業や造船業、建設業など〜
軸継手で”世界を繋ぐ、人を繋ぐ、企業を繋ぐ”マイティ (名古屋市千種区今池1の29の13、神谷誠社長、☎︎052・733・6614)は、カップリング、クラッチ、ジョイントを専門に製造販売する創業46年のメーカー、その専門性は金属製ユニバーサル・ジョイントを米国の大手企業へ大量に輸出したことが始まりである。その経験から市場の要請に沿う製品を次々に開発し、需要に応えるとともに新しい分野での市場開発、開拓を進めてきた。
そんなマイティと同じくドイツでカップリングを製造販売しているR+W社はベローズ、カップリングを主体とする創業29年の高技術力を備えたメーカーとして評価されている。
マイティとR+W社はディストリビューター契約をしており、マイティは日本国内での販売を行なっている。両社は今まで精密分野で培ってきた技術力を存分に発揮し、さらなる新しい分野として重工業の扉を開いた。製鉄業、造船業、建築業において使用される装置、機械トルクは精密分野の何百倍、何千倍をはるかに超える。その装置、機械に合わせて最大208万Nm(2080KNm)を伝達することができるカップリングの販売を開始した。
また、カップリングだけでなくオーバーロードの際に発生する過負荷を完全に遮断する安全クラッチも販売を開始した。
トンネルを掘るシールドマシン、金属を細かく刻むシュレッダー、頑丈な岩を砕く粉砕機、削岩機など使用時には想定外のオーバーロードが発生することがある。その際に発生する過負荷を完全機械式で遮断し周辺装置を守ることが可能。過負荷の原因を取り除いた後、再連結することで再び動力を伝達できる。
安全クラッチを使用しない場合は、この過負荷発生時にはカップリングの破損だけではなく、周辺の装置にも過負荷が伝達され、さまざまな部品が破損することになる。破損の修復には莫大な時間と費用が発生し、時には大きな事故にもつながる。
安全クラッチを使用することにより、過負荷発生の原因も追求でき、その後の復旧にかかるのはクラッチの再連結だけで費用も時間も大幅に削減できる。
大型安全クラッチは200−25万Nmで用意されており、それぞれトルク調整範囲があり、その範囲内であれば客先で自由にトルク設定が可能。また、完全機械式のため、駆動源が不要で誤作動を起こさない。さらにミリセックオーダー(0.001秒台)で過負荷を遮断する。
この大型安全クラッチはさまざまな軸締結方法を選択可能。キー締結、テーパーロック、フランジ締結など。大型ジョイントと締結し使用することもできるし、安全クラッチとカップリングを一体化し二軸間で使用することも可能。また、一体化するカップリングも選択できるため、用途に合わせてさまざまに組み合わせられる。
重工業の世界は一品一様の世界である。マイティはそんな一品一様の設計に一個からでも対応できる。
弊社ではカレンダーに準じ、ゴールデンウィーク期間中は、下記のとおり休業とさせていただきます。
何卒、ご了承の程、よろしくお願い申し上げます。
記
平成31年4月27日(土)~5月6日(月) 休業
※ 5月7日(火)から平常通りの営業となります。

風力発電所の回転部品は増速機と変速機の力を借りて、風力を適度に発生させることができます。
増速機に接続するには、測定結果を正確に伝達する必要があるためMELシリーズとMBKシリーズなどのねじれ角に強いカップリングが必要です。
さらにカップリングは陸上、沖合風力発電所の環境下で使用し続けることができるほどの耐久性がなければなりません。
それらの環境下には衝撃や振動に加えて塩分の多い海の空気や潤滑剤など汚れた物質との接触に加えて、-40〜 + 100度の温度範囲の下で動力を伝達する必要があります。
ご不明な点は弊社までお問い合わせください。また、お問い合わせシートもご活用ください。



地表の70%以上が水で覆われています。この巨大なエネルギー源の利用はこれまで以上に重要といえるでしょう。
水力発電所は3つのタイプに分類することができます:河川発電所、貯水施設、ポンプ式貯蔵発電所です。
これらすべてのタイプにおいて、水は水圧菅を通ってタービンブレード上に落下し、ブレードを回転させます。
ジェネレータの助けを借りて、ブレードの回転は電流または電力を発生させます。大規模な発電所は最大1,000,000ワットの電力を生産します。
ドライブの一定動作により、それらに付随する部品の作業寿命に対する要求が高くなります。
過負荷が発生した場合、ミリセック単位でモータと発電機を切り離す弊社の安全クラッチは信頼性が高く、さらなる損傷を防止します。
これによりダウンタイムとコストが最小限に抑えられます。
過負荷が予期される際の安全クラッチの信頼性、コンパクトな設計、ゼロバックラッシュはこの分野では重要条件と言えるでしょう。
ご不明な点は弊社までお問い合わせください。また、お問い合わせシートもご活用ください。
ボールソケット式安全クラッチMSK全シリーズはコチラをご覧ください。


近年では列車やバスの自動ドアシステムメーカーは、空気圧システムから機械システムに変換しています。
空気圧システムの欠点は、高度なメンテナンスが必要となり、過負荷や破損による故障の影響を受けやすいことです。
予期せぬ故障や破損が生じる可能性が高い為、自動ドアを製造する上で何度も部品を交換する必要があります。
その解決策として、R+W製の柔軟なエラストマ・カップリングなら駆動モーターを列車やバスドアに直接締結できます。
エラストマ・インサートの剛性により、衝撃と振動が減衰され自動ドアシステム全体を保護します。

{kind=link}

弊社では画期的なカップリング技術と再生可能エネルギーの分野における最大限の能力を実現する新しい設計を提供します。
R+W社は金属ベローズ・カップリングのマーケットリーダーとして、
プラント建設会社の風力エネルギープロジェクトにバックラッシュの無いメンテナンス不要の高ねじり剛性金属ベローズ・カップリングを提供しました。
大規模な沖合の風力発電所は210,000世帯に電力を供給します。
総面積は35平方キロメートルで115mの風力タービン100台には300メガワットの出力があります。
革新的なカップリングの主な要件は、風力発電機のブレードを個々に制御するために設計された風力エネルギー分野とそのピッチ制御システムにあります。
この金属ベローズ・カップリングはこの用途には理想的と言えます。風はエネルギーの大きな源になりますが、寒さ・湿度・また乱気流など様々な状況に変化します。
そんな時でも、R+W社製カップリングシステムは最も厳しい条件下でも効率的かつ低コストで優れた動作を保証できるでしょう。
ご不明な点は弊社までお問い合わせください。また、お問い合わせシートもご活用ください。